
Гильотинные ножницы — металлорежущий станок, использующий в своей работе комбинированное действие острого лезвия и большого механического давления. Гильотинные ножи приводятся в действие гидравлическими цилиндрами или механическими рычагами, в зависимости от вида ножниц.
Используются гильотины, в основном, для продольной и поперечной резки листового металла, толщина которого может достигать 60 мм. Многие модели промышленных ножниц по металлу могут резать как фольгу и лист толщиной 0,2 мм, так и арматуру и фасонный прокат. Промышленностью производится более 100 типоразмеров ножей для различных видов гильотинных станков.
Производство гильотинных ножей
Выпускаются гильотинные ножи не только теми предприятиями, которые производят металлообрабатывающие станки. Многие предприятия специализируются на изготовлении именно ножей для гильотин, пресс-ножниц и других металлорежущих станков.
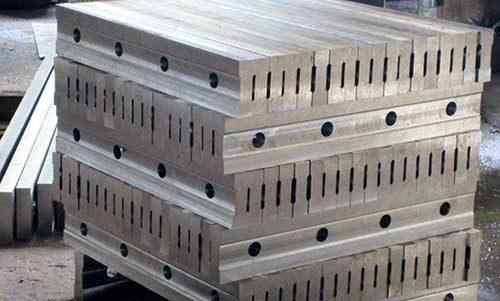
Ножи для гильотины могут достигать длины в 2 метра, а высота — более 10 см. Нож выступает основным рабочим элементом ножниц, его лезвие непосредственно контактирует с металлом, поэтому должно иметь высокую прочность и твердость.
Производятся ножи из сталей различных марок, в основном для этого применяются марки 6ХС, 9ХС, 5ХВ2С, 6ХВ2С, Х12М, SKD-11(Х12МФ), 45NiCrMo16.
Основные ГОСТ для производства ножей — 25306-82 и 5950–73, но многие предприятия делают ножи по ТУ, в которых сохранены все основные требования государственных стандартов, но некоторые изменены в сторону улучшения в связи с появлением новых технологий и материалов.
Ножи для гильотин, кроме резки цветного, нержавеющего и черного металла, могут качественно обрабатывать:
- гофрокартон;
- бумагу;
- пластик;
- профнастил.
Применение стандартных и специальных ножей (длина их может достигать 6 м), позволяет получать ровный прямолинейный рез без деформации кромок материала, появления заусениц и загибов. Кроме стальных ножей для резки металла и других листовых материалов применяются лезвия со вставками из карбида вольфрама. Таки ножи отличаются высокой твердостью и прочностью, но ограничены в количестве заточек.
Заточка гильотинных ножей
При контакте с металлом под большим давлением кромки ножей неизбежно затупляются. Даже при высокой твердости стали (52…59 HRC для холодной резки, 40…50HRC — для горячей) они ограничены в сроке использования. Восстановление режущих свойств производится путем заточки на специальных станках. Изготовление ножей для гильотин производится таким образом, что они обладают двумя режущими кромками, заточенными под определенным углом.
После затупления одной стороны, нож переворачивается на другую. Менять положение ножей следует синхронно, как верхнего подвижного, так и нижнего, закрепленного в станине.
Таким же образом осуществляется и заточка ножей — за один проход должны затачиваться ножи, находящиеся на балке в одном положении.
Видео процесса заточки ножей на производстве:
Заточка ножей для гильотины и их шлифовка может производиться на заточных и плоскошлифовальных станках до 8 раз. Некоторые производители рекомендуют это число увеличить — улучшенные составы стали позволяют продлить срок эксплуатации. Заточка и шлифовка гильотинных ножей алмазными кругами позволяет восстановить рабочие характеристики на 100%. Важно при заточке не нарушить угол, под которым она производилась на заводе. Малейшее отклонение приводит к значительному ухудшению состояния разреза.
Установка ножей на гильотину производится при отключенном от электропитания оборудовании. Нужно следить, чтобы рабочие кромки соответствовали друг другу и находились в том же положении, что и до снятия со станка. Зазор между ножами регулируется. При правильном расстоянии рез получается ровным и с минимальной высотой грата. Зазор должен обеспечивать максимальную высоту реза, при минимальной высоте лома.
Для каждой толщины листа и типа металла устанавливается свой зазор, который приводится в специальной таблице для каждой модели ножниц. У большинства он находится в пределах 0,1-0,7 мм. Зазор должен быть выставлен по всей длине ножа одинаково.
К заточке ножей для гильотины следует подходить со всей серьезностью — это сложная техническая операция, требующая применения специального оборудования и квалифицированных операторов, работающих на нем. Шлифовка ножей — не менее важна, от нее зависит качество реза и состояние кромок материала.
Ножи для гильотинных ножниц — инструмент дорогостоящий и сложный в производстве. Достаточно сказать, что на изготовление стандартного комплекта уходит от четырех до шести недель времени, а на производство нестандартных, по специальному заказу еще больше.













