
Несмотря на кажущуюся простоту выполнения технологических операций гибки, в частности, гнутья арматуры, выполнить подобные переходы с должным качеством получается не всегда. В связи с этим гибка арматуры всегда выполняется с соблюдением некоторых правил, о чём и пойдёт речь далее.
Что влияет на качество гибки
В момент начала данной операции в зоне гиба появляются деформации, которые в начальный момент носят упругий характер, а затем переходят в пластические. Именно поэтому конечная конфигурация арматурного прутка в целом сохраняется и после снятия деформирующего усилия.
Вся деформация происходит только в локальных областях, которые называются очагами деформации. При сгибании те волокна материала, которые находятся у внутренней поверхности заготовки, оказываются с меньшим радиусом кривизны. Поэтому они сжимаются в продольном направлении и растягиваются — в радиальном (поперечном, если заготовка имеет квадратное поперечное сечение). Граница между этими волокнами, где напряжения растяжения и сжатия уравновешиваются, называется нейтральным слоем, длина которого в процессе гибки прутка не изменяется.
Кроме того, на выполнение гибки и качество изгиба арматурных профилей влияют:
- Прочностные характеристики материала.
- Сложность конфигурации изделия после гибки (в частности, радиус гиба).
- Температура, при которой ведется процесс.
- Точность линейных размеров а также сечения в плане конечной детали.
Степень влияния этих факторов на процесс гибки различна. Рассмотрим все перечисленные выше составляющие.
Влияние материала
Вся строительная арматура, в соответствии с ГОСТ 5781 (для горячекатаного проката), подразделяется на следующие классы прочности:
- А-I, или А240 — прутки круглые или квадратные в плане, производящиеся из стали типа Ст. 3 (ГОСТ 380);
- A-II или А300 — прутки круглые или квадратные в плане, производящиеся из стали Ст. 5, либо Ст. 5 Гпс (ГОСТ 380);
- A-III или А400 — прутки периодического поперечного сечения с продольными, поперечными или ромбовидными насечками, которые изготавливаются из низколегированных строительных сталей типа 10Г или 12ГС по ГОСТ 27772;
- A-IV или А600 — прутки круглого, квадратного или периодического профиля из среднелегированных строительных сталей марок 25Г2С, 30 ГС и т.д.
При возведении зданий с повышенной этажностью арматуру изготавливают и из более прочных марок сталей, например, 30ХС2, 40Г и т.п.
Справочные величины по некоторым из указанных марок материалов, необходимые для правильной разработки технологии гибки, сведены в таблицу:
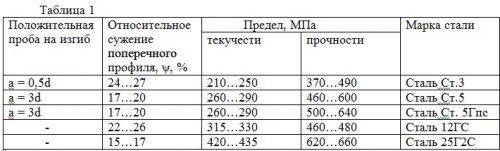
Примечание. а — минимальный диаметр оправки, при котором изгибаемая заготовка не образует трещин; d — диаметр арматурного прутка.
Таким образом, выполнение гибки заготовок из строительных среднеуглеродистых сталей накладывает заметные ограничения на конечную конфигурацию изделия, определяемые, в первую очередь, радиусом гиба арматуры.
Влияние формы конечного изделия
Успешное выполнение гибки связывается также с конечным углом гиба α и минимально допустимым радиусом гиба r. Предельно возможные значения отмеченных параметров зависят от:
- Вида гибки, которая может быть свободной (без опоры средней части заготовки на матрицу), либо с калибрующим ударом, всегда выполняемым в конце рабочего хода штамповочного оборудования;
- Материала заготовки и наличия/отсутствия предшествующей термической обработки, в частности, отжига (применяется для сталей, поставка которых производится в соответствии с требованиями ГОСТ 1050 и ГОСТ 27772);
- Размеров, допусков и конфигурации заготовки в ее поперечном сечении;
- Температуры деформирования.
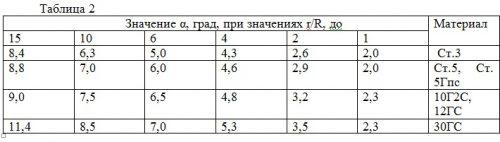
При свободной гибке вдоль линии изгиба прутка поперечной деформации практически не происходит. Ввиду этого при окончании деформации металл получает возможность распружиниться, уменьшив тем самым требуемый угол гиба. Пружинные свойства металла численно выражаются коэффициентом пружинения, который всегда возрастает при увеличении содержания легирующих добавок и процентного содержания углерода. На практике пользуются экспериментальными зависимостями угла пружинения от соотношения r/R, где r — угол гиба, а R — радиус исходной заготовки. Для прутков, имеющих форму квадрата, вместо значения R в расчёт принимают так называемый эквивалентный радиус Rэ = 1,13√А, где А — сторона квадрата.
При определении фактического угла пружинения можно пользоваться следующей таблицей:
Для того, чтобы при гибке не происходило трещинообразования во внутренних углах заготовки, следует придерживаться определенных значений радиусов гибки rmin. Для сталей, деформирование которых происходит в состоянии поставки (т.е., без предварительного отжига проката), значения rmin принимают по следующей таблице:

Приведенные данные справедливы применительно к гибке арматурных стержней в холодном состоянии.
Влияние температуры гибки
Для высокоуглеродистых и легированных сталей, ввиду недостаточной их пластичности, выполнение гибки заготовок, диаметр которых превышает 35…40 мм, целесообразнее осуществлять с подогревом исходной заготовки до 600…7000С. Горячая гибка целесообразна также, если недопустимы искажения в конфигурации сечения готового изделия. Эти искажения вызываются изгибом тех участков заготовки, которые примыкают к очагу деформации. При малом радиусе гиба в зонах сжатия могут образовываться складки. Их не бывает лишь тогда, когда относительное сужение поперечного сечения ψ деформируемой стали более 50%, что для условий холодной гибки практически не соблюдается (см. табл. 1). Поэтому в качестве критерия для гибки с нагревом принимают условие
rmin > R(1-2ψ)/2ψ
Горячую гибку арматурных прутков ведут на горизонтально-гибочных машинах, иногда называемых кузнечными бульдозерами. Для нагрева штучных заготовок могут использоваться очковые пламенные печи или индукционные нагреватели.















