Продуктивность ленточнопильного станка напрямую зависит от того, насколько правильно выбрано полотно для ленточной пилы. Существует много разновидностей пильных лент, которые отличаются:
- материалом изготовления;
- формой зубьев;
- их заточкой;
- типом разводки.
Полотно для ленточной пилы по металлу изготовляется из углеродистой стали монолитной конструкции или биметаллического состава. Стальные полотна, обладающие сопротивлением на разрыв до 80 МПа предназначены для распиливания цветного металла, пластик, сплошных стальных и чугунных заготовок. Они хорошо зарекомендовали себя на консольных и одностоечных станках промышленного и полупромышленного назначения.

На мощных двухстоечных станках, в большинстве случаев, используется ленточное биметаллическое полотно по металлу. Это вид пил имеет сложную конструкцию, основой которой является гибкая и прочная лента из пружинной стали, на которую напаяны зубья из инструментальной стали быстрорежущей марки 1Р2М10К8 (или иных сплавов с похожими характеристиками). Они отличаются высокой твердостью, около 950 НV. Зубья расположены в специальных гнездах и закреплены методом электронно-лучевой пайки.
Биметаллические ленточные пилы используются для резания чугуна, сталей всех видов, особо прочных сплавов. Как правило, они применяются для работы со сплошными заготовками, при резке труб и профиля использовать лучше обычные стальные пилы.
Если выбрать форму зуба и разводку правильно, то твердосплавные ленточные полотна отлично справляются и со всеми видами нержавейки.
Виды зубьев ленточных пил
Полотно для ленточнопильного станка оснащается зубьями в количестве от 1 до 32 на один погонный дюйм. Если выбор ленточного полотна требует непостоянного шага зуба, то их количество находится в диапазоне от 0,75/1,25 до 10/14 на дюйм. От плотности зубьев зависит их число, которое пребывает в зоне реза одновременно. Оптимально — 3-5.
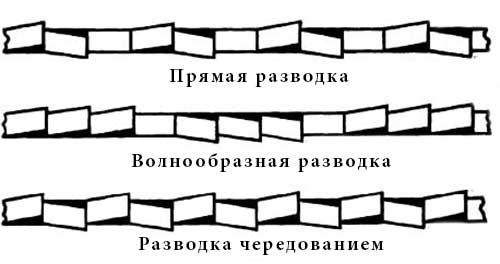
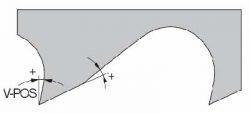
Зубья режущей кромки расположены не прямолинейно, а отклонены в стороны от плоскости основной ленты. Вид этого отклонения называется разводкой пилы. Зубья поочередно наклонены в правую и левую сторону, что обеспечивает более широкую, чем толщина полотна, линию реза и исключает его застревание в материале. Наиболее часто используется разводка трех видов:
- вправо, прямой зуб и влево;
- вправо и влево поочередно;
- волнообразная разводка с изменяемым углом наклона зуба.
 Форма разводки полотен
Форма разводки полотен
Первый вид используется при резании пакетов сплошных заготовок, труб, профильного проката. Волнообразная — для труб, особенно тонкостенных, проката малых размеров с небольшой толщиной стенок. Стандартная вправо/влево практически универсальная, но лучше всего себя проявляет при резке мягких материалов — меди, алюминия, цветных сплавов и пластика.
Форма зуба
Полотна для ленточнопильных станков оснащаются зубьями нескольких стандартизированных форм:
NORMAL (N)
HOOK (H)
RP
MASTER
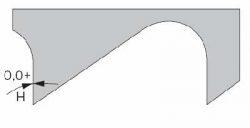
- Зуб NORMAL (N) не имеет наклона фаски впереди. Рабочая кромка направлена вертикально вверх. Используется для резки высокоуглеродистых материалов, тонкостенных труб и проката.
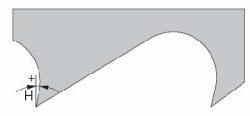
- HOOK (H) обладает наклоном фронтальной части в 100. Его назначение резка труб с толстой стенкой и сплошного прута любого сечения из легированной стали.
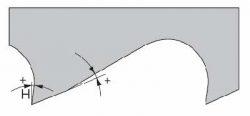
- Для цветных сплавов, высоколегированных сталей, и труднообрабатываемых металлов используется полотно для ленточной пилы, оснащенное зубом RP с наклоном рабочей кромки и в 160.
- Ленточное полотно с формой зуба MASTER отличается высокой универсальностью, кроме рабочей фронтальной кромки с углом 10 или 160 шлифуется продольная фаска, в результате чего шероховатость реза значительно снижается. Такие пильные ленты применяются на всех видах станков по металлу.
От шага пилы зависит толщина материала, который она может обрабатывать. При резке сплошного металла выбирается полотно для ленточной пилы с одним шагом, труб — с другим. Примерные параметры приведены ниже, в таблицах.
 Таблица соотношения зубьев пилы к толщине металла
Таблица соотношения зубьев пилы к толщине металла
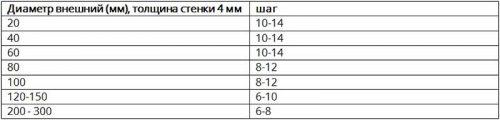 Шаг зубьев ленточной пилы по отношению к диаметру трубы
Шаг зубьев ленточной пилы по отношению к диаметру трубы
Скорость резания
Стальные и биметаллические ленточные полотна рассчитаны на заданную скорость резания. Как правило, она указывается в специальных таблицах и для каждого станка своя. Если не удалось найти соответствующих данных для конкретного станка или ленты, то определить оптимальную скорость пиления можно экспериментальным путем, по получаемой стружке:
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов. Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок. Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
Уход за ленточной пилой
Полотно для ленточной пилы, как и любой другой инструмент, требует надлежащего хранения и ухода.
Для продления срока эксплуатации ленты при перерывах в работе ее следует снимать со станка и хранить в ненапряженном состоянии. На станке натяжение полотна не должно превышать 300 н/м, превышение этого показателя грозит разрывом металла или деформациями.
При работе следует соблюдать режимы подачи СОЖ. Без смазки и охлаждения ресурс ленты значительно снижается. При установке нового полотна следует «прокатать» его в холостом режиме минут 10-15 и только затем выполнить несколько пилений в режиме с нагрузкой до 50% от номинальной.
Правильная работа и долговечность пилы для ленточного станка зависит от выполнения заточки и разводки. Для этих операций предназначены специальные станки с различными режимами настройки. При заточке, кроме собственно восстановления остроты зубьев, производится устранение микротрещин и дефектов, возникающих в пазухах. Регулировка высоты снятия припуска тоже очень важна для сохранения прочности полотна.
Заточка производится без нажима заточного диска, во избежание отжига ленты, которое может произойти даже при правильных настройках под тип зуба и его шаг.













