Кровельные, вентиляционные, водосточные системы из листового металла, различные короба, днища и прочие изделия без кромкогибочного оборудования сделать очень сложно. Традиционные клещи и киянки могут решить проблему, но работа будет выполняться медленно и с невысоким уровнем точности. Рано или поздно встанет вопрос — как сделать кромкогиб своими руками?
Современные инструментальные заводы предлагают кромкогибочное оборудование любого уровня сложности — от бытового ручного до профессионального пневматического, электромеханического или гидравлического. Это очень производительные станки, но у них есть одна общая для всех отрицательная черта — они очень дорогие. Причем дорогие не только для домашнего мастера, но и для небольшого цеха или строительной бригады кровельщиков.
Как построить станок самому
Кромкогибочный станок своими руками построить вполне реально.  Для этого понадобится несколько не слишком дефицитных отрезков уголка, швеллера, несколько петель, два-три метра трубы и сварочный аппарат. Чертежи ручного станка для гибки металлических листов и обработки кромок можно без труда найти в интернете.
Для этого понадобится несколько не слишком дефицитных отрезков уголка, швеллера, несколько петель, два-три метра трубы и сварочный аппарат. Чертежи ручного станка для гибки металлических листов и обработки кромок можно без труда найти в интернете.
Существует несколько вариантов кромкогибочного оборудования, рассмотрим один из них, который можно считать базовым. Именно по этой схеме построено много промышленных станков различной мощности, например установки серии ЛГС, которые широко применяются в слесарных мастерских и непосредственно на объектах при монтаже вентиляционного оборудования и металлических кровель.
Как устроен станок
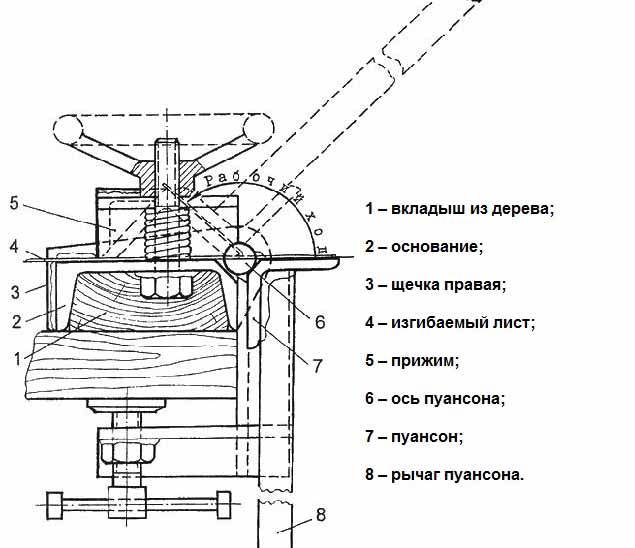
Основными деталями станка для гибки металла являются:
- основание;
- рабочий стол;
- прижим;
- обжимной пуансон;
- ручки — рычаги.
В более «продвинутых» моделях кромкогибов, сделанных своими руками, можно увидеть еще и отрезной роликовый нож. Его тоже сделать несложно, но это будем считать дополнительным оборудованием.
Деталировка кромкогиба
Основанием станка может служить сварной металлический стол из уголка или профильной трубы. При стационарной установке оборудования можно использовать и прочный деревянный стол на массивных ножках. При гибке жести толщиной до 0,8 мм (а именно на такие толщины и рассчитывается самодельный кромкогиб) особых усилий не требуется, поэтому на основание (станину) воздействуют ограниченные по величине силы. Прочность основания требуется только для точности гибки, чтобы не возникало перекосов.
Размеры стола — не менее 1,5 м по длине и до 1 м по ширине. Даже если вы не собираетесь работать с большими листами металла, запас никогда не повредит. Иногда возникают нестандартные ситуации, к которым должен быть готовым каждый мастер.
На передней кромке основания закрепляется рабочий стол — отрезок швеллера № 6,5 или №8. Он должен быть расположен строго горизонтально и надежно закреплен на основании. Если оно металлическое, то лучше всего приварить. К деревянному можно прикрепить болтами диаметром 10 мм.
Прижим
На верхней части рабочего стола устанавливается прижимная штанга, служащая одновременно опорной поверхностью. Сделать ее можно несколькими способами.  Лучше всего использовать уголок 5Х5 см или большего размера, установленный ребром вверх. В этом случае передняя грань, обращенная к обжимному пуансону, будет наклонена под углом 1350. Это позволит без труда изгибать металлический лист под углом 90 и более градусов.
Лучше всего использовать уголок 5Х5 см или большего размера, установленный ребром вверх. В этом случае передняя грань, обращенная к обжимному пуансону, будет наклонена под углом 1350. Это позволит без труда изгибать металлический лист под углом 90 и более градусов.
По обе стороны прижима просверливаются отверстия для болтовых креплений. Можно приварить к основанию шпильки и прижимать рейку барашками, а можно и установить более сложные прижимы с возвратными пружинами, которые после отпускания барашков или вращения рукояток автоматически приподнимают прижим. Как работает эта система можно посмотреть на видео.
Пуансон
Передний рабочий пуансон изготовляется из трубы квадратного сечения или толстостенного уголка с таким же размером, как и прижимное устройство. Он должен проворачиваться вокруг горизонтальной оси, совпадающей с верхней передней гранью пуансона. Для этого на торцах его привариваются петли. Важно точно горизонтировать прижим, чтобы при гибке не возникало перекосов. Прилегать прижим к кромке рабочего стола должен максимально плотно, с минимальным зазором. Чем меньше зазор, тем точнее будет линия сгиба.
В нерабочем состоянии верхняя грань пуансона находится на одном уровне с поверхностью стола. Даже миллиметровой разницы быть не должно. Если отклонение по уровню есть, то станок, сделанный своими руками работать тоже будет, но радиус изгиба увеличиться и вместо прямой линии получится закругление.
Привод
К передней части пуансона, или сбоку, приваривается рычаг с плечом не менее полуметра. Он может иметь форму скобы, чтобы удобно было работать с обеих сторон. Но практика показывает, что лучше всего использовать один телескопический рычаг, длину которого можно увеличивать. Если использовать два отрезка трубы, которые можно вставить один в другой, то телескопическую ручку можно сделать без особого труда.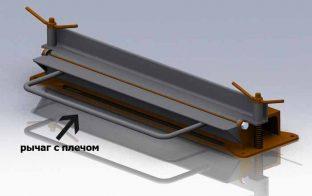
Длина рычага фиксирована в нескольких положениях, для закрепления используются штифты, вставляемые в сквозные отверстия, просверленные в рычаге с шагом 10 см. Меньший шаг не нужен — ощутимый выигрыш в силе проявляется приблизительно при увеличении плеча на 0,1 м. Такая схема рукояти ручного привода позволяет регулировать усилие при работе с металлами различной толщины.
Как правило, для гибки различных изделий используется оцинковка или черный металл толщиной до 0,8 мм. Но иногда приходится работать с листами до 3 мм, например, при кузовных работах. Телескопический рычаг даст возможность увеличить усилие вдвое, а то и втрое, только увеличив длину рукояти. Прочность основания и пуансона здесь особой роли не играет, их прочность столь высока, что при распределении нагрузок на кромки и ребра, повредить их практически невозможно. Толщина и вид изгибаемого металла зависит только от механического усилия на привод.
Если использовать сменные прижимные рейки с передней гранью различного профиля, то можно гнуть детали с высокой сложностью кромки. При необходимости можно выполнить дожим и сделать полноценное ребро жесткости по периметру или одному из срезов листа.
Экономическая выгода
Кромкогибочный станок не является самым сложным из самодельного оборудования. Сделать его по силам практически каждому человеку, знакомому с основами металлообработки. Единственное, что нужно делать непременно — соблюдать точность сборки, чтобы не допускать избыточных люфтов и припусков.
Если самодельный кромкогиб собран правильно, то на нем можно выполнять те же операции, что и на станке промышленного изготовления. Посвятив сооружению кромкогиба всего один рабочий день, можно сэкономить до 20 000 рублей (по сегодняшним ценам).















