
Применение технологии разрушения породы для выемки полезных ископаемых под действием струи воды известно с 30 годов прошлого столетия, а вот промышленное использование струи воды под высоким давлением для резки различных материалов начали только в 80 годах того же века. Сегодня гидроабразивная резка металла является наиболее востребованным видом применения данной технологии в промышленном производстве.
Что такое гидроабразивная резка
Гидроабразивная резка представляет собой процесс абразивного воздействия струи гидравлической жидкости с добавлением особо твердых частиц на обрабатываемый материал для его раскроя по заданным размерам. С механической точки зрения — это процесс отрыва и уноса материала абразивными частицами, которые подаются на большой скорости в струе воды под высоким давлением. По физическим свойствам тонкий поток смеси воды и абразива на большой скорости является идеальным режущим инструментом.
Технология применения потока воды и абразива для разрезания практически любых материалов обеспечивается подбором необходимых условий и параметров, таких как:
- давление струи,
- расход воды,
- количество абразива в струе,
- размеры абразивных частиц.
Технологические возможности гидроабразивной резки ограничиваются только лишь толщиной обрабатываемой заготовки и физическими свойствами вещества, из которого она сделана. На что она способна хорошо показано на данном видео.
Область применения
Гидроабразивная резка способна работать со всеми материалами и структурами, которые существуют, исключение, разве что составляют только алмазы и каленое стекло. Одной из особенностей гидроабразивной технологии является возможность ее применения для обработки материалов способных изменять свои физико-химические свойства при воздействии высоких температур и сильном нагревании, а также для структур с легковоспламеняющимися и взрывоопасными веществами.
Областью промышленного использования этих особенностей стала абразивная резка различного металла водой под давлением, в основном таких как:
- нержавеющая сталь,
- инструментальные сплавы,
- титан,
- латунь,
- алюминий.
Также с ее помощью изготавливают художественные изделия из натурального и искусственного камня и применяют при обработке:
- гранита,
- мрамора,
- стекла,
- керамической плитки.
 Незаменимой гидрорезка является для:
Незаменимой гидрорезка является для:
- изоляционных,
- огнеупорных,
- многослойных,
- и других композиционных материалов с особыми свойствами.
Преимущества и недостатки
На сегодняшний день существуют четыре основных промышленных способа для резки металлов. Если их расположить по количеству применяемого оборудования и востребованности на производстве, то получится следующая последовательность методик, а именно:
- механическая,
- плазменная,
- гидроабразивная,
- лазерная.
Все они значительно отличаются друг от друга качественными характеристиками, при этом каждая имеет свои особенности, достоинства и недостатки.
Основными преимуществами гидроабразивного метода обработки является:
- способность работать с любыми материалами,
- отсутствие термического воздействия на заготовку,
- исключение выделения пыли, дыма и ядовитых паров,
- возможность использовать для материалов со взрывоопасными и пожароопасными свойствами.
Но при неоспоримых достоинствах есть существенные недостатки:
- высокая стоимость замены быстроизнашиваемых деталей оборудования;
- более существенные энергозатраты, в сравнении с другими методами резки,
- требует постоянной настройки и наладки оборудования для соответствия заявленным характеристикам.

Промышленное применение
Наиболее широкое применение в промышленном производстве и точном машиностроении получила гидроабразивная технология для резки металла водой. Только она нивелирует основные характерные последствия, которые возникают при обработке другими способами. Так, к примеру:
- гидроабразивная резка нержавеющей стали позволяет учитывать особенности, которые возникают при обработке заготовок из сплавов металлов, таких как прочность, обусловленная легирующими добавками и высокая вязкость при механических или температурных воздействиях, приводящая к деформации готовых изделий;
- гидроабразивная резка титана дает возможность не достигать критической температуры в 600 °С, при которой титан способен гореть на открытом воздухе и химически соединяться с другими веществами;
- гидроабразивная резка алюминия сводит потери материала заковки к минимуму, несмотря на то, что металл является сравнительно непрочным и имеет низкую температуру плавления всего в 440 °С.
Такая обработка позволяет с должной эффективностью применять водяной резак по металлу, обеспечивая будущему изделию хорошие показатели качества:
- незначительная ширина шва — всего 0,7-1,4 мм,
- точность позиционирования до 0.1 мм,
- при толщине заготовки даже в 300 мм,
- получать безупречный край среза, не требующий дополнительной обработки.
Возможность начинать и вести раскрой в любом направлении позволяет минимизировать общие потери материала при раскрое заготовок металла.
Устройство оборудования гидроабразивной резки
Диапазон выпуска станков для гидроабразивной резки начинается от небольших, представляющих обычные металлообрабатывающие станки с ЧПУ и компактных с конструкцией стола для обработки листового материала с размерами 2 на 4 метра до огромных линий, способных работать, как прокатные станы.
Но по принципу устройства любой станок для резки металла водой имеет:
- корпус в виде ванны для воды, которая служит ловушкой для гидроабразивной струи, поглощая ее энергию,
- систему отстойников и фильтров, необходимых для очистки воды, а также для осаждения отработавших абразивных частиц,
- координатный стол с сервомоторами для перемещения режущей головки,
- блок насоса высокого давления с трубопроводами,
- пульт управления оператора на базе промышленного компьютера.
Современные станки с ЧПУ и приводами для перемещения режущей головки позволяют осуществлять обработку материала по технологии 2D, 2,5D и 3D, то есть с высокой точностью осуществлять художественную резку в нескольких плоскостях и обрабатывать кромку под любым углом. Возможности выполнения 3D деталей с помощью гидроабразивной резки хорошо показаны на видео.
Режущий инструмент
Главной частью всех гидроабразивных станков является режущая головка. Принцип ее работы на вид очень прост, но технологически весьма сложен. Так, сверхвысокое давление воды создает плунжерный или поршневой насос, который предает его по трубопроводам высокого давления в режущую головку. Здесь вода попадает в камеру, где происходит строго дозированное смешение с частицами абразива. Далее, смесь воды и абразива поступает в калиброванное сопло (дюзу), которое создает режущую струю. Струя, выходящая из сопла, развивает скорость превышающую скорость распространения звука примерно в три раза.
 Режущая головка станка
Режущая головка станка
Размеры диаметра сопла и смесительной камеры определяют исходя из производительности рабочей насосной станции и материала абразивных частиц. В основном для абразива применяют гранатовый песок, который еще называется альмандином. Он обладает кристаллическим строением с крайней жесткостью и тяжелой плотностью в 4,1 — 4,3 г/см, что позволяет обеспечивать высокую абразивную способность. Он хорошо распространен в природе, так наибольшие его залежи находятся на юго-востоке Индии и Австралии.
Расходные материалы
Основными расходными частями оборудования для гидроабразивной резки являются сопла и фокусирующие трубки, которые изготавливаются из искусственных алмазов, сапфиров, рубинов и кристаллов корунда.
Так, время наработки фокусирующей трубки изготовленной из кристалла сапфира не превышает 60 часов. Такая же трубка, с наивысшим качеством выполненная из алмазного сырья работает гораздо дольше, но при этом стоит в 20 раз дороже. Сопла из искусственного керамокарбида прослужат до 120 часов, что примерно на 20% дольше, чем такие же детали, выполненные из других материалов.
Среднее время наработки расходных деталей и узлов приведено в таблице:
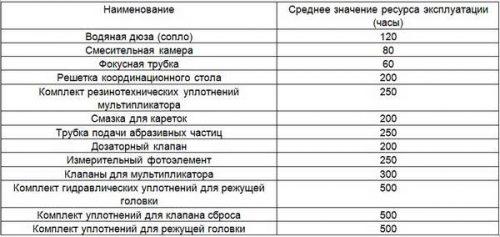
Эти цифры соответствуют работе гидроабразивного станка со средним давлением в 400 MPa. При применении давления режущей струи в 600 МРа скорость обработки увеличивается на 20-30 %, а износ основных расходных материалов происходит в два раза быстрее.
Своими руками
Применение гидроабразивного оборудования для резки в домашней мастерской вполне возможно. К примеру: в реализации авторских работ для художественной или декоративной обработки небольших и некрупных заготовок. А вот изготовить своими руками такой станок можно разве, что для резки дерева, пластмассы, ламината или других не очень прочных материалов.
При этом надо учитывать, что стоимость оборудования плюс периодическая замена расходных материалов и постоянная потребность в абразиве, делают прямые затраты на один рабочий час гидроабразивной резки минимум 1400 рублей. Но это отдельная тема и если у вас есть свой опыт в использовании гидроабразивного резака в домашних условиях, поделитесь им с остальными в блоке комментариев.















