Выпуском вертикально-сверлильного станка модели 2Н135 с 1950 по 1965 гг. занимался Стерлитамакский станкостроительный завод. Этот класс оборудования предназначался для сверления, развертывания отверстий, зенкования и нарезания резьбы с помощью метчиков. Область применения – штучное производство или комплектация ремонтных и обслуживающих мастерских.
Обзор конструкции станка

Так как вертикально-сверлильный станок 2Н135 согласно параметрам и характеристикам технического паспорта имеет ручное управление – особое внимание изготовитель уделил точности настройки узлов и агрегатов. Главными отличиями конструкции является механическая подача шпинделя и регулирование циклами работы вручную.
Относительная простота конструкции и управления позволяет выполнять стандартные операции по обработке заготовок в широком диапазоне режимов. В качестве режущих и обрабатывающих инструментов можно использовать высокоуглеродистые, твердые и быстрорежущие сплавы. Относительно высокая мощность электродвигателя дает возможность выполнять операции на предельных режимах работы.
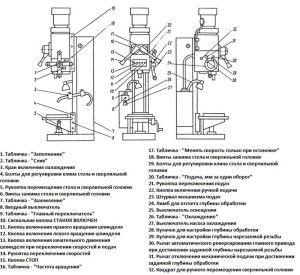
При анализе характеристик паспорта можно выделить следующие конструктивные элементы станка:
- вертикальная станина. Изготовлена из чугуна, имеет внутренние полости для установки электрооборудования. Широкая платформа придает конструкции максимальную устойчивость;
- рабочий стол. На нем располагается деталь или заготовка для дальнейшей обработки. Изменяет положение только в вертикальном направлении. Имеется 3 Т-образных паза для крепления детали;
- сверлильная головка. На ней расположен основной рабочий инструмент станка 2Н135 – шпиндель. С помощью червячного вала смещается по вертикали. В этом же блоке находятся коробка передач, механизм подачи и противовес.
В качестве основного агрегата привода установлен электродвигатель с функцией реверсивного переключения. Этот блок дает возможность выполнять операции по нарезанию резьбы с помощью плашек. При этом точность напрямую зависит от параметров выбранного инструмента обработки.
Для смазки узлов оборудования предусмотрена специальная плунжерная система. Основной блок хранения СОЖ находится в нижней части станины. Жидкость подается с помощью насоса.
Характеристики оборудования
Основные параметры станка подробно изложены в его паспорте и технической документации. Для эксплуатации оборудования следует знать, что максимальный диаметр отверстия сверления может составлять 25 мм (для деталей из стали 45). При этом характеристики пределов расстояний от поверхности рабочего стола до конуса шпинделя составляют от 6 до 70 см.
Большая масса станка 880 кг придает всей конструкции максимальную устойчивость и является основным фактором гашения колебаний, возникающих во время работы. При этом габариты конструкции позволяют установить ее в ограниченном пространстве производственного или ремонтного цеха. Они составляют 235*78,5*91,5 см.
Но главными паспортными характеристиками станка 2Н135 являются параметры шпинделя:
- максимальное вертикальное перемещение – 17 см;
- ход – до 20 см;
- при одном обороте маховика происходит смещение на 122,46 мм;
- количество скоростей равно 12;
- допустимый крутящий момент составляет 250 Нм;
- конус соответствует параметру Морзе 3.
Станок 2н135 имеет 12 ступеней подач. При этом пределы вертикальных составляют от 0,1 до 1,6 мм при одном обороте шпинделя. Конструкция станка 2Н135 рассчитана только на ручное управление.
Мощность электродвигателя главного привода составляет 2,2 кВт. Но кроме него есть электронасос, обеспечивающий подачу охлаждающей жидкости к зоне обработки деталей.
Правила эксплуатации
Перед первым пуском станка 2Н135 следует внимательно ознакомиться с характеристиками паспорта, изучить параметры его узлов и агрегатов. После этого необходимо подготовить ровную площадку, которая не изменит своей геометрии под воздействием массы оборудования.
По окончании монтажа станка следует проверить его узлы. В случае надобности – удаляется антикоррозийный состав с их поверхности. Затем оборудование запускается на холостом ходу без установки режущего инструмента и деталей. Проверяется правильность работы на всех режимах, контролируется паспортная точность подач.
В качестве режущего инструмента можно использовать сверла всех типов, размер которых не превышает возможности станка.
В видеоматериале показан пример работы вертикально-сверлильного станка:















