Круглошлифовальные станки относятся к классу металлообрабатывающего оборудования. С их помощью выполняют точное шлифование металлических заготовок по внешней поверхности. Конструктивно станки этого типа существенно отличаются от аналогичного оборудования.
Конструктивные особенности оборудования

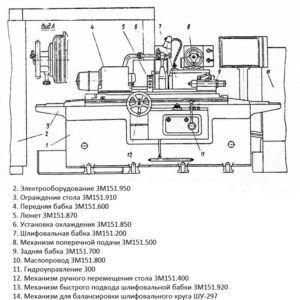
Принцип работы круглошлифовальных станков основан на прижиме заготовки с помощью направляющего круга либо монтажа в центах. Обработка при этом выполняется путем касания рабочего вращающего абразива с поверхностью детали. Таким образом выполняется равномерное удаление материала с формированием оптимального показателя шероховатости.
Классическая компоновка станка представляет собой сочетание токарного и шлифовального. Для фиксации заготовки в конструкции предусмотрен специальный блок. Это может быть система патронов, удерживающих деталь в горизонтальном положении. Альтернативным вариантом является применение дополнительного круга, который придавливает заготовку к абразиву.
Круглошлифовальный станок имеет следующие преимущества использования:
- возможность обрабатывать детали с различными габаритами. При этом важно учитывать их массу;
- точная настройка параметров. Для обеспечения высокого качества шлифовки рекомендуется приобретать модели с автоматической подачей;
- выбор модели станка под конкретные производственные задачи. Это обеспечит максимальную производительность и снизит себестоимость продукта.
Однако для выбора оптимальной модели станка необходимо детально ознакомиться с их разновидностями и эксплуатационными качествами. Все зависит от конфигурации обрабатываемых деталей, а также требований к качеству шлифования.
Немаловажным моментом является конфигурация абразивного диска – его зернистость, площадь рабочей поверхности. Эти характеристики напрямую влияют на качество шлифовки стальной заготовки.
Виды круглошлифовальных станков
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач. Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
- возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
В настоящее время выпускается большое количество моделей круглошлифовальных станков. Поэтому помимо выбора по конструктивным параметрам необходимо учитывать технические и эксплуатационные качества оборудования.
Для шлифовки по всей поверхности заготовки круглошлифовальный станок должен иметь механизм смещения абразивного круга. В таком случае учитываются продольные подачи абразива и поперечные детали.
Перечень основных технических характеристик

В качестве примера можно рассмотреть работу стандартной модели круглошлифовального станка 3М152. В нем обрабатываемая деталь устанавливается в центрах. Аналогичной конструкцией обладает большая часть такого оборудования.
Лучше всего технические характеристики станка условно разделить по его узлам. Конструктивно он состоит из блока фиксации заготовки, обрабатывающего центра (шлифовальная бабка) и системы управления. Средняя масса подобного станка составляет около 8 тонн. При этом он имеет большие габариты, что предъявляет особые условия к монтажу и эксплуатации.
Основные технические параметры:
- максимально допустимые габариты и масса обрабатываемой заготовки;
- диаметры шлифования – минимальный и максимальный;
- расстояние от оси шпинделя передней бабки до поверхности рабочего стола.
Характеристики рабочего стола:
- смещение рабочего стола – максимальная длина;
- параметры ручного ускорения и замедления движения;
- углы поворота по часовой и против часовой стрелки;
- характеристики смещения с помощью гидравлической системы. Это необходимо для обработки массивных деталей.
Фиксация детали происходит между передней и задней бабками. Они должны анализироваться по следующим параметрам:
- частота вращения;
- для задней бабки — величина смещения пиноли.
Кроме этого учитывается суммарная потребляемая мощность оборудования, возможность установки вспомогательных конструкций и параметры системы охлаждения. Наличие последней является обязательным требованием для промышленных моделей круглошлифовальных станков.
Для поддержания станка в рабочем состоянии необходимо периодически проводить профилактические и ремонтные работы. Особенно важно своевременно наносить смазку на движущиеся части оборудования.
Методы круглого шлифования
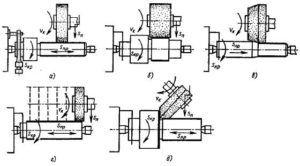
Для выполнения наружного шлифования можно воспользоваться несколькими методиками. Выбор зависит от желаемого результата, а также фактических характеристик оборудования.
Наиболее распространенным является способ продольной обработки. Заготовка крепится в центрах. С помощью привода передней бабки ей придается вращение. Одновременно с этим механизм подачи обеспечивает продольное смещение детали относительно абразивного круга.
Кроме этого способа современные круглошлифовальные станки могут выполнять следующие типы обработки:
- глубинная. Применяется для шлифовки коротких деталей. За один проход может удаляться до 0,4 мм материала. Основной процесс обработки выполняется конической частью круга;
- врезная. С ее помощью можно эффективно делать обдирочное или чистовое шлифование. Для этого устанавливают широкие абразивные круги. В процессе обработки деталь не смещается относительно инструмента;
- уступами. Это комбинированный вид, сочетающий глубинное и врезное шлифование. Оптимальный вариант для снятия излишка материала с заготовок сложной формы.
Большинство моделей круглошлифовальных станков могут выполнять все вышеперечисленные типы обработки. Важно лишь правильно подобрать характеристики оборудования, чтобы добиться желаемой точности.
В качестве примера можно посмотреть видеоматериал, в котором показана работа круглошлифовального станка с ЧПУ:















