Заточка резца заключается в придании формы и необходимого угла рабочей поверхности. Затачивают новые или затупившиеся инструменты. После заточки проводится доводка, во время которой инструменту придается острота, окончательно зачищаются рабочие поверхности.
Виды заточки

Большие металлообрабатывающие заводы специально содержат штат заточников и специальные станки для приведения резцов в рабочее состояние. Сотрудникам маленьких мастерских приходится делать это самостоятельно.
Провести заточку можно несколькими способами:
- абразивным (на шлифовальных кругах);
- химико-механическим (металл обрабатывают особыми составами);
- с помощью специальных устройств.
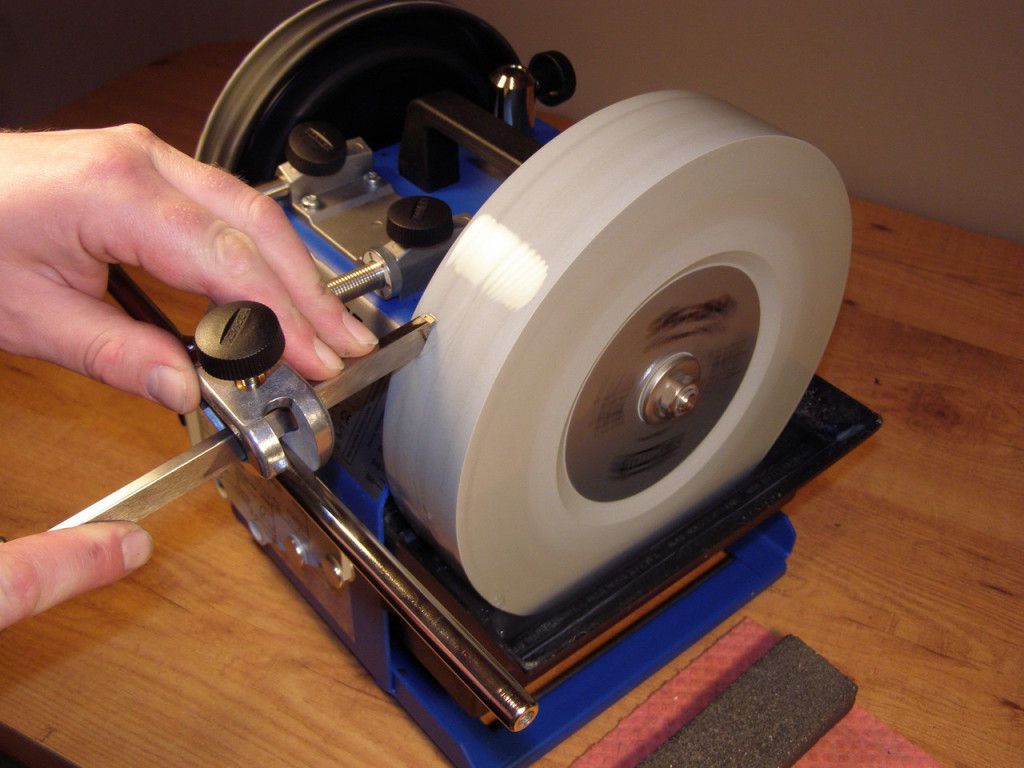
Абразивную заточку можно провести на заточном, токарном станке или вручную на шлифовальном бруске. Вручную очень сложно качественно заточить инструмент с соблюдением нужных углов. Осложняется процесс тем, что металл нагревается и теряет свои свойства. Поэтому результат напрямую зависит от умений токаря и его знания углов заточки.
Твердосплавные инструменты затачивают на зеленом карборунде. Резцы из различных типов стали обрабатывают шлифовальными кругами из корунда средней твердости. Первичную обработку проводят оселками с абразивом 36-46, финальную — 60-80. Перед установкой круга на токарный станок необходимо проверить целостность. Во время работы он может расколоться и поранить рабочего,а так же испортить угол заточки.
Химико-механический метод очень эффективен и быстр, обеспечивает чистую, гладкую поверхность, предупреждает формирование сколов и трещин. Применяется для затачивания крупных твердосплавных резцов. Их обрабатывают раствором медного купороса. Реактив формирует тонкий защитный слой, который смывается абразивными зернами, присутствующими в растворе. Процесс происходит в станке, оборудованном емкостью с подвижным шлифовальником. Закрепленный резец двигается возвратно-поступательно и с давлением около 0,15 кг на кв. сантиметр прижимается к абразивной поверхности.
На специализированных станках заточка резцов проводится белыми кругами из электрокорунда (быстрорежущие инструменты), зеленых из карбида кремния (твердосплавные), алмазных (для доводки).
Процесс заточки
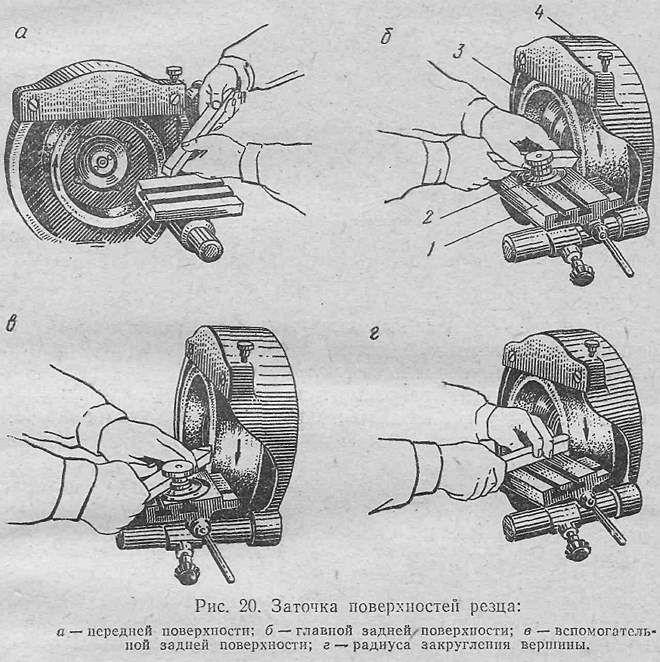
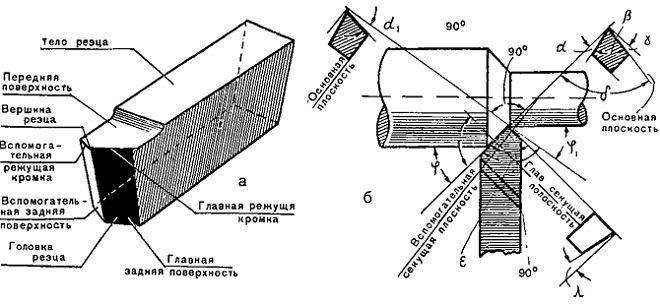
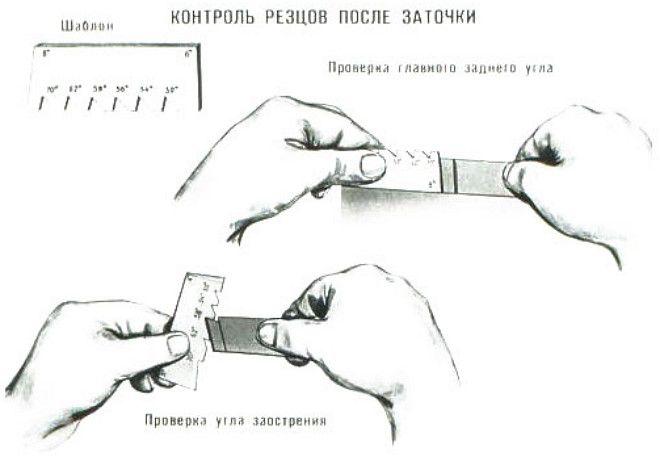
Первой затачивают основную заднюю поверхность, потом вспомогательную заднюю поверхность, переднюю поверхность и затем радиус закругления конца. По окончании работы углы заточки сверяются с шаблоном.
Чтобы кромка получилась ровной и гладкой, инструмент нужно постоянно двигать вдоль шлифовальной поверхности. При такой работе круг дольше служит и изнашивается равномерно.
Обрабатывать инструмент можно всухую или с постоянным водяным охлаждением. Поток воды должен быть достаточным и непрерывным. Если инструмент затачивается всухую, не нужно периодически поливать его, окунать в емкость с водой. Это вызывает растрескивание поверхности и разрушение рабочей кромки.
Ручная доводка проводится:
- оселком мелкой зернистости с использованием технического масла керосина или — инструментов из различных видов стали;
- кругом из меди с использованием пасты из карбида бора и технического масла.
Доводят исключительно режущие поверхности инструмента с шириной кромки до 3 миллиметров. Эффективнее доводить резцы на станке с оселком из чугуна. Процедура проста и не требует больших временных затрат, но значительно продлевает срок эксплуатации и продуктивность инструмента. Важно соблюдать необходимые углы!
Видеоролики о затачивании резцов разных видов:
Подробные схемы и инструкции по заточке