
При слове труба мы по умолчанию представляем изделие с круглым сечением, но в 2020 все большую популярность приобретают профильные трубы, разрез которых часто имеет квадратную или прямоугольную форму.
Одна из главных проблем использования подобных элементов в строительных системах – формирование сгиба под нужным углом без деформаций.
В сегодняшней статье мы рассмотрим, как происходит гибка профильных труб своими руками + какие станки для этого существуют в продаже.
Что такое профильная труба?
Простыми словами, любая полая трубка, имеющая сечение, отличающееся от круглого, называется профильной. Благодаря простоте монтажа, квадратные и прямоугольные трубы постепенно вытесняют с ниши классические круглые. Каковы особенности, достоинства и ГОСТы по данному строительному металлопрокату будет рассмотрено далее.
1) Конструкционные особенности + достоинства изделий
Почему профильная труба прочнее круглой? Ключевая особенность металлопроката – это ребра жесткости, получаемые за счет смены геометрической формы сечения. Если в данном аспекте распределять изделия по рангам стойкости, то самыми слабой трубой окажется овальная, ибо металлопрокат максимально близок к круглому сечению + не имеет ребер жесткости, как таковых. На первых же позициях находится профиль с квадратным и ромбовидным сечением.
| Достоинства профильного проката | Недостатки профильных труб |
|---|---|
| Показывают высокий запас прочности при испытании на излом. | Большинство профильных труб подвержены коррозии. Хотя это больше недостаток материала, и решается он за счет повышения стоимости металлопроката. |
| Сравнительно небольшой вес изделий + простота монтажа благодаря увеличенной площади соприкосновения. | Профильные трубы тяжелее согнуть. Если человек ранее не сталкивался с подобным типом работы, то шанс на успех работая наобум равен менее 5%. Специалисты рекомендуют использовать для оговоренного процесса специальные станки, что требует дополнительных финансовых вливаний. |
| Профиль легко хранить/складировать, а благодаря силовым показателям, трубы могут применяться не только как декор, но и силовая основа конструкции. |
Материалом для изготовления профильных труб служит пластик, либо черный/цветной металлы. Для повышения запаса прочности, некоторые вариации изделий дополняют слоями армирующего типа, или добавляют прослойки из цветных металлов и стекловолокна.

Как изготовляются металлические стальные трубы:
- Штрипсы отправляются на конвейерную ленту.
- Происходит нарезка листов + сварка до нужных размеров. Второй пункт зависит от параметров будущего профиля.
- Придание листу круглой формы и сварка по шву.
- Охлаждение трубы.
- Обвальцовка до нужной формы профиля.
- Разглаживание шва.
- Для коррозиестойких профилей требуется еще этап оцинковки.
Как видим, в основе разработки металлического профиля из стали/цветных металлов лежит 3 процесса – прокат (холодный/горячий), вальцевание и сваривание. На каждом этапе производства происходит контроль качества и отсев бракованных элементов.
При изготовлении профилей из полимера используется метод экструзии. После плавки материала, тот прогоняют по форме и дают остыть. Далее, калибровка и резка по нужной длине элемента. Если речь о многослойных профильных трубах из полимеров, то здесь уже применяется соэкструзия, коэкструзия или пултрузия.
Гибка металла при помощи гибочного инструмента
2) Классификация профильных труб + ГОСТы и технические характеристики
Технические показатели профиля формируются за счет используемого материала. Если речь о профильном прокате из пластика, то здесь явно выигрывает устойчивость к коррозии и прочим негативным процессам, связанных с повышенной влажностью. При работе с металлическим профилем на первое место выходит прочность – элементы устойчивы к механическим повреждениям, а также резким перепадам температуры с высокой на низкую и наоборот.
О разновидностях профильных труб расскажет таблица ниже.
| Параметр классификации | Составляющие |
|---|---|
| Материал | Сталь или ее сплавы. |
| Цинк/оцинковка. Чаще второй вариант – это экономнее. | |
| Алюминий. Низкая прочность, но хорошая устойчивость к ржавчине. | |
| Нержавейка. Дорого, но элементы обладают высоким запасом прочности, коррозийной стойкости. | |
| Геометрия | Классические. Форма сечения прямоугольник или квадрат. |
| Нестандарт. Форма имеет сегментацию или множество ребер прочности. | |
| Овально-плоские. Облегченный вариант для элементов, где не требуется жесткость конструкции. | |
| Изготовление | Горячее деформирование без швов. |
| Холодное деформирование. | |
| Сварное. | |
| Стенки | Тонкие – до 0.4 см. |
| Толстые – до 3.2 см. | |
| Особо толстые – более 3.3 см. | |
| Длина | Мерные – 600-1200 см. |
| Немерные – 200-1200 см. |
По статистике, в маркировке покупатели уделяют наибольшее внимание геометрии и толщине стенок. На втором месте идет материал. Метод изготовления интересен менее 1% потенциальных покупателей профиля.
ГОСТы профильного проката:
- квадратного сечения;
- прямоугольного сечения;
- овального сечения.
Если речь заходит о термопластическом профиле, то здесь производители руководствуются ТУ 2247-001-88915836-2010.
Обратите внимание: несмотря на строгие ограничения по ГОСТам, запрета на заказные позиции со стороны клиента не имеется. Если у заказчика имеется собственный проект, где требуются нестандартные профильные трубы, запрет на их изготовление/эксплуатацию наложить нельзя.
Длительность эксплуатации профильного проката зависит от материала изготовления + условий эксплуатации строительного проката. Лидером направления является медный прокат – до 90 лет, нержавейка сохраняется до 35 лет, а оцинковка и углеродистая сталь до 27 лет. В отношении полимера, то здесь учитывается слойность трубы и добавки в материал – от 23 до 55 лет службы.
3) Типоразмеры/маркировка + эксплуатационные особенности
ГОСТы не сильно ограничивают типоразмеры профильного проката, но, если обращать внимание на толщину стенки – это один из решающих факторов в характеристике и области применения труб. Базовые характеристики, затрагиваемые толщиной стенок – это масса, несущий потенциал и запас прочности.

Что обязано присутствовать на маркировке профильных труб:
- наименование;
- каковыми габаритами располагает элемент;
- из какого материала изготовлен. Если это сплав, то указываются его добавки;
- какими стандартами руководствовался изготовитель в процесс производства.
К дополнительным данным по маркировке стоит отнести радиус округления по углам + наличие сертификатов качества с изготовляемого производства.
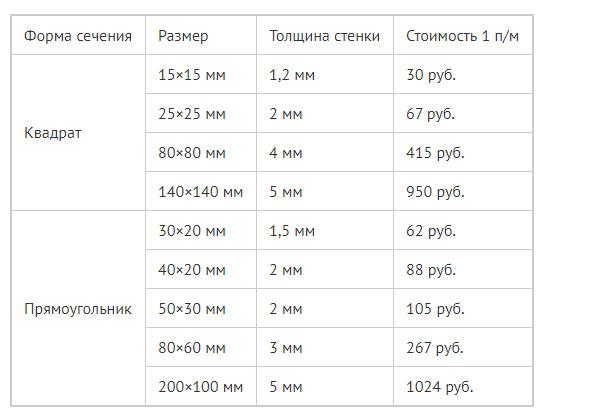
Изготовляют профиль одинаково качественно как за границей, так и в России, потому, особого смысла переплачивать за иностранную маркировку не имеется. Средние расценки за 1 погонный метр представлены в таблице выше (не все ценники могут быть актуальны на момент прочтения статьи).
Эксплуатационные особенности профильных труб:
- важен расчет нагрузки на профиль. Увеличивая статическое давление выше заложенного в металлопрокате, пропорционально растет риск сгиба или разрушения материала;
- профиль из полимеров более простой в уходе + может многократно красится;
- нержавейку красить нет надобности. Если речь об оцинковке или стали, то здесь может потребоваться вспомогательная обработка растворами против ржавчины (пойдет и краска для металлов).
При транспортировке профиля с толстыми и тонкими стенками, их лучше не перевязывать в одну кучу – это может повредить более хрупкие изделия, особенно, если те из пластика или цветного металла.
4 возможных дефекта при сварке неповоротных стыков труб
Как производится гибка профильных труб своими руками?
Из-за нестандартной формы изделия в совокупности с высоким запасом жесткости граней, риск возникновения дефектов в процессе гибки профильной трубы своими руками крайне высок. Бывалые сварщики советуют для снятия напряжения металла при изгибе делать небольшие надрезы при помощи болгарки, однако потом придется выполнять вторичную работу, заваривая разрезы и удаляя дополнительные шероховатости за счет шлифовки. Такой метод нельзя назвать оптимальным, потому далее мы рассмотрим более профессиональные подходы к решению проблемы.
1) Возможные сложности при гибке профильных труб
Суть процесса – придание профильному прокату полного или частичного изгиба без негативных последствий для самого изделия. Производится гибка за 2 методами — давление или давление + температура. Во втором случае, помимо давящей силы со стороны человека/приспособления, добавляется нагрев области изгиба.
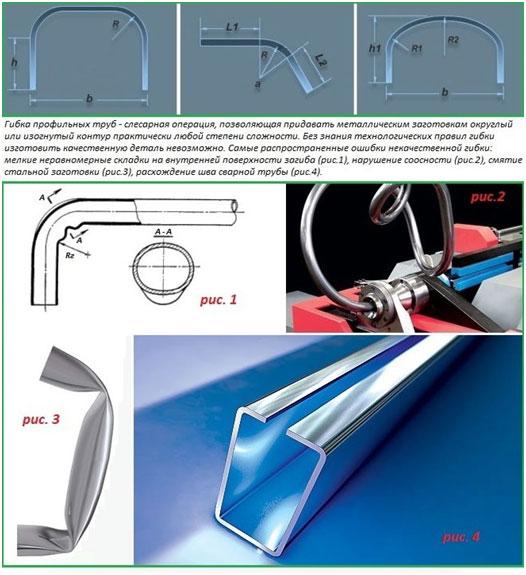
К негативным результатам гибки профильных труб относят:
- утрата соосности из-за смены формы сегментов матерела профиля. Из-за этой причины различные части изделия станут располагаться в несоответствующих друг другу плоскостях;
- стенка с внешней части профильного проката не всегда способна выдержать давление при изгибе. Как результат – трещины на месте перегиба элемента;
- внутренняя часть профильной трубы также может среагировать на давление путем образования металлических складок, которые называют гофрой.
Во избежание подобных раскладов, гибка профильной трубы своими руками должна производится при учете материала изготовления и ее параметров геометрии – сечение, стенки, диаметр изгиба и так далее.
Хотя направление профильного металлопроката и отличается широким ассортиментом, порядка 50% труб приходится на квадратное и прямоугольные сечения. Из-за подобного долевого распределения, вопрос гибки больше всего актуален именно для таких разновидностей изделий.
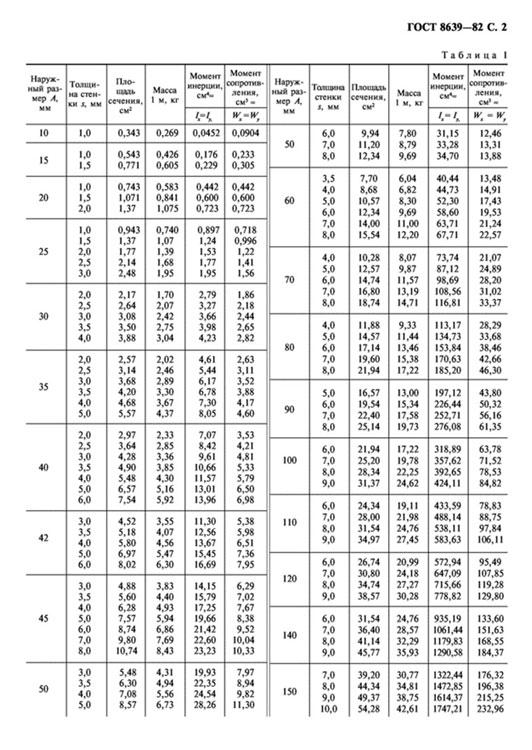
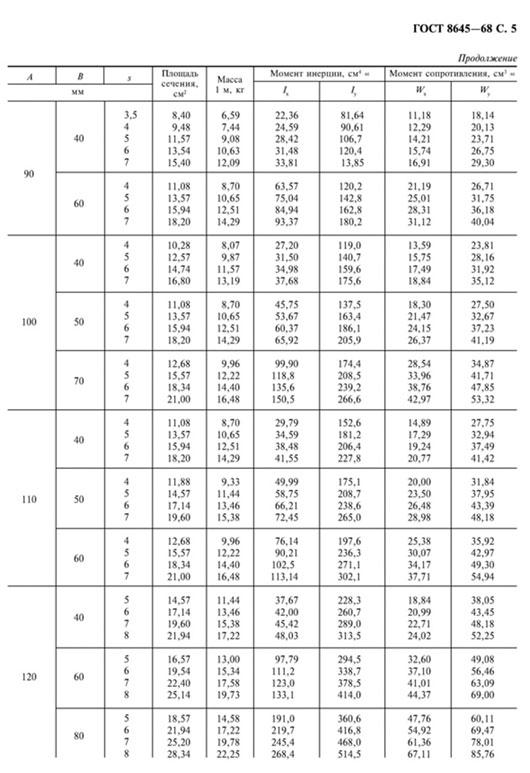
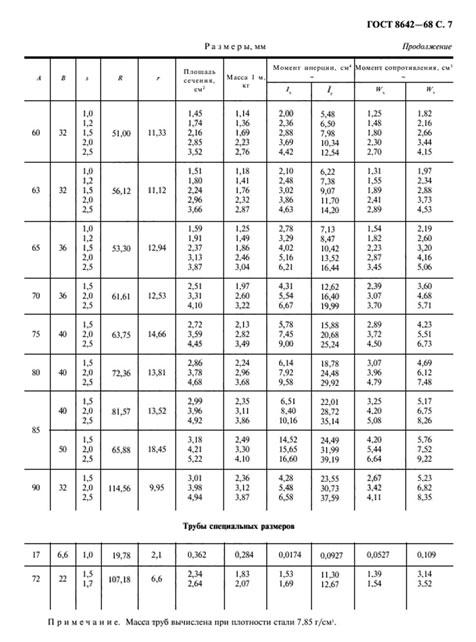
Обратите внимание: при гибке профильной трубы квадратного и прямоугольного сечения, вводится вспомогательный показатель – минимальный радиус по закруглению трубы. Значение позволяет узнать, каким должен быть наименьший допустимый радиус сгиба, при котором профиль останется невредимым в процессе гибки.
Для просчета параметра требуется владеть данными по высоте(Н) самого профиля. По рекомендациям специалистов, при высоте прямоугольного/квадратного профиля менее 2 сантиметров, сгибать трубу допустимо на участках с длиной 2.5*Н. Если труба имеет высоту более 2 сантиметров, гибка может производиться вдоль участков с длиной от 3.5*Н.
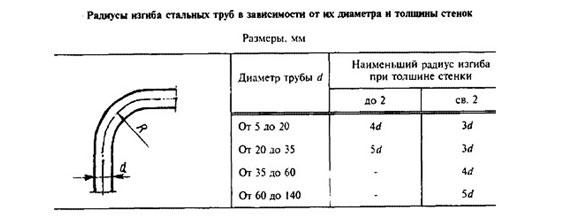
Таблица выше предоставляет к сведениям наименьшие допустимые радиусы в отношении гибки стальных профильных труб. Еще одна рекомендация касается минимальной толщины стенок, допустимой для гибки – если она менее 0.2 сантиметра, лучше такое изделие не сгибать вообще, ибо шанс успеха стремится к 0%.
2) Разновидности станков для гибки профильных труб
Из-за широкого применения профильного металлопроката, подобное оборудование в строительной сфере пользуется довольно высоким спросом, но и расценки на него соответствующие.
Факторы влияния на ценник станка для гибки профильных труб:
- уровень механизации. Гидравлика и электрический вариант двигателя обойдутся дороже;
- степень производительности на единицу времени;
- мобильность. Переносные варианты дешевле;
- автоматизация. ЧПУ увеличивает ценник оборудования на 50%-150%.
В зависимости от геометрии и толщины профиля, станок для гибки профильной трубы может обойтись от 5 000 до 100 000 рублей. Середнячок-универсал в среднем стоит от 25 000 рублей для отечественного производителя, и от 30 000 на иностранные торговые марки.
А) Типы станков для гибки профильных труб
Вне зависимости от типа устройства, задача оборудования одна – изгиб профильной трубы. На механических станках это происходит за счет физической силы человека, а на автоматизированных устройствах при помощи гидравлики, электродвигателя или пневмосилы.
Существует 3 типа классификации станков гибки профильных труб. Одна из них – уровень мобильности. Выделяют стационарные, переносные и носимые модели станков. Первый вариант представляет собой классическую конструкцию – плита + стержни или полноценный станок с завода. Переносимые агрегаты оснащены опорой, а носимые идут без нее вообще.
Распределение станков по типу привода:
- ручные.

Простейший вариант оборудования, собрать который человек может даже собственноручно. В основе лежит механическое воздействие за счет физической силы;
- электромеханика.

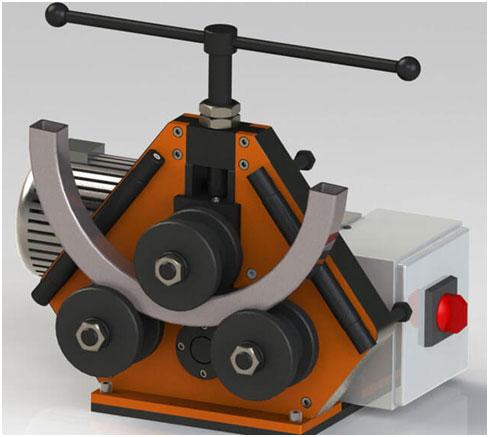
Приводом выступает электрический двигатель. В 50%+ случаев делается сборка на основе 3 валов. Изгиб происходит за счет пропуска профильной трубы между элементами конструкции. Сборка в домашних условиях возможна, но сопровождается трудностями, и для дилетанта не подойдет;
- гидравлика.

Хотя в основе лежит физическая сила воздействия, благодаря гидроцилиндру, давление многократно увеличивается, что и обеспечивает необходимый результат в процессе гибки профильных труб. Более дорогие модели оснащаются электронасосом.
Последний тип классификации базируется на способе изгиба профильной трубы. Данный параметр играет ключевую роль в качестве обработки металлопроката и контроле производительности станка. Детальнее по вопросу в таблице ниже.
| Способ изгиба | Особенности |
|---|---|
| Выдавливание | Работа без матрицы – их роль выполняют две опорных конструкции с двух сторон точки изгиба (ролики или башмаки поворотного типа). Пуансоном выступает ролик для деформации. Постепенное нарастание давления увеличивает положительный исход при сгибе, но такой метод оптимально использовать лишь для небольших масштабов, ибо он является время затратным и выполняется вручную. |
| Прессование | В основе лежит принцип тисков. Зажим части профильной трубы производится между пуансоном и матрицей. При работе следует учитывать деформационный показатель материала. |
| Прокатка | Считается универсальным вариантом гибки профильных труб. Операция осуществляется за счет 3 роликов, где один является опорным, а два остальных вращающимися. |
Если речь о домашнем применении оборудования, то закупать заводские сборки с высоким КПД не имеет смысла. Станок в гараж обойдется в 10 000-20 000 рублей. Оборудование прослужит не один десяток лет, потому его окупаемость предопределена.
Б) Как сделать станок самому?
Если у человека в запасе имеется время и навыки на сборку подобного оборудования, то почему бы не сэкономить пару десятков тысяч рублей. Благодаря обилию чертежей в сети, изготовить станок для гибки профильной трубы не составит труда даже новичку. Простые ручные варианты оборудования собираются за пару часов.

Что включает в себя конструкция самодельного станка:
- Рама из металлического профиля.
- Валы в количестве 3 штук. Каждый из них вращается на собственной оси.
- Узел, приводящий валы в движение.
- Соединяющая детали привода цепь.
Для сборки самодельного станка рационально использовать уже готовые чертежи с размерами из сети интернет. Кроме того, развернутые инструкции по сборке таких станков имеются в видео формате на YouTube и прочих видео хостингах, доступных в Рунете.
Инструкция по сборке прокатного станка с тремя роликами:
- Идем в токарную мастерскую и приобретаем там валы требуемого размера. Подвижность компонентов функционального узла обеспечивает подшипниковая система с шестеренками. В дополнение нужно найти полку, прокат для каркаса, 4 пружины, цепь и крепежи.
- Займёмся каркасом для конструкции станка гибки профильных труб. Для работы потребуется болгарка и навыки ее владения.
- К изготовленному каркасу прикручиваем вал прижима + добавляем гайки, на которых будут крепиться пружины.
- Верхушка станка при помощи сварочного аппарата оснащается профилем, который будет держать пружину.
- Добавляем в сборку 2 вала опорного типа снизу. Крепление производим на болты с гайками.
- Работоспособность станка обеспечивается за счет цепного механизма. Цепь надевают на валы + делают корректировку звеньев во избежание люфта.
- Дабы проще было использовать конструкцию, требуется приварить ручку, с помощью которой будут подаваться вращательные движения в отношении вала станка.
- Для придания презентабельности, конструкцию можно почистить от слоя ржавчины и нанести специальную краску с эффектом сопротивления коррозийным процессам.








Готовый станок тестируем на работоспособность и перемещаем после сборки в гараж. Если нет желания что-либо сооружать, или покупать, можно пойти обходными путями, и сделать гибку профильной трубы своими руками без использования продвинутого оборудования. Детальнее об альтернативных методах поговорим далее.
3) Как сделать гибку профильной трубы своими руками без станка?
Ситуация, когда человеку требуется согнуть всего пару профилей в практике встречается очень часто. Покупать ради такой затеи станок, или делать его собственноручно – нерациональное использование времени/финансов, потому, тут на помощь придут методы ручной сгиба профильных труб, которые мы раскроем далее.
А) Гибка с нагревом

Нагрев профиля необходим для повышения пластичности материала – это особенно важно для труб с большой толщиной стенок, ибо чисто механическое воздействие на изделие может привести к возникновению трещин вдоль места сгиба.
Схема гибки профильных труб с предварительным нагревом:
- Полость профиля заполняется просеянным песком. Наличие гравия и прочих мелких камней в засыпке недопустимо. Перед засыпанием песка в отверстие трубы, его предварительно прокаливают при температуре 140-160 градусов по Цельсию.
- Для закупоривания обеих сторон трубы делаем заглушки из дерева. Отношение длины к ширине — 10:1.
- Подогнав дерево под сечение профиля, одну из заглушек требуется дополнить 3-4 неглубокими пазами, через которые будет выводиться образуемый газ внутри трубы во время прогрева металлопроката.
- Часть трубы для гибки нуждается в предварительном отжиге.
- Закупориваем одну из сторон профиля деревянной заглушкой без газоотводящих пазов и начинаем порционно всыпать песок, периодически постукивая по стенкам для лучшей прессовки сыпучего наполнителя.
- Закупориваем второй заглушкой и место сгиба метим мелом или фломастером.
- Фиксируем трубу в тисках. При наличии сварного шва, тот обязан располагаться в боковой части, ибо он хуже переживает процессы растяжения/сжатия.
- Производится нагрев участка трубы для сгиба при помощи горелки.
- Доводим участок до красна и плавно сгибаем вертикально/горизонтально профильную трубу.
- Ждем остывания и вытаскиваем пробки. Удаляем песок.
Рассматриваемый способ заходит для случаев, в которых требуется формирование единичного сгиба под углом. При повторной накалке участка тот может лопнуть или сжаться с образованием складок.
Вариант сборки простейшего трубогиба собственными руками из подручных средств:
Б) Холодная гибка при помощи вспомогательных инструментов
Любая профильная труба, высота которой менее 1 сантиметра, изгибается без предварительного нагрева. Метод холодной гибки применим для профильного металлопроката вплоть до высоты в 4 сантиметра.
Основные приемы холодной ковки
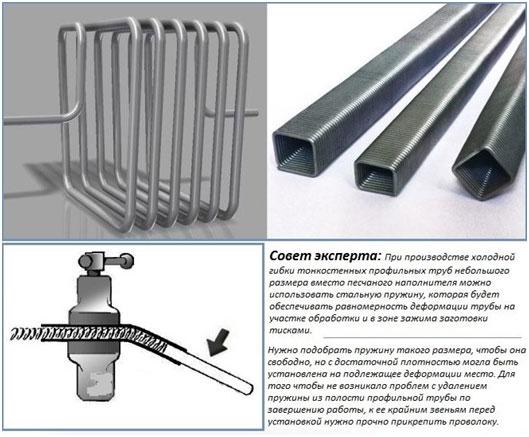
Как видно на рисунке выше, вместо песка, для тонких труб человек может использовать плотно навитые пружины. Основной нюанс кроется в подборе необходимого диаметра под сгибаемый профиль.
Какие приспособления для холодной гибки труб существуют:
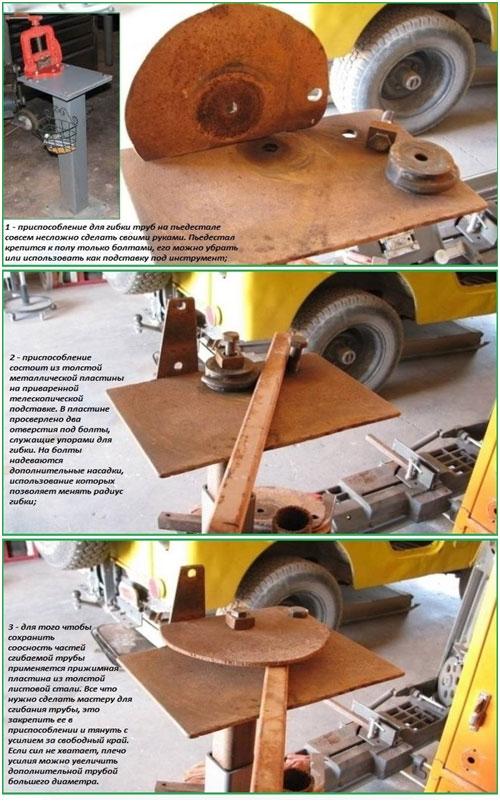
- плита с отверстиями.
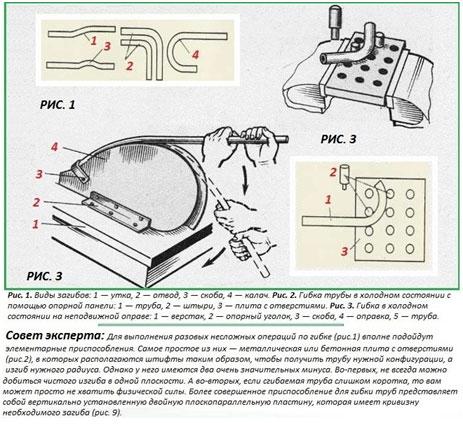
Основа – это плита из металла или бетона с сеткой отверстий под штыри. Просто располагая профиль между штифтами, человек самостоятельно корректирует форму изгиба. Приспособление простое в сборке, но применимо только для профильных труб из мягких металлов – алюминий, медь и так далее;
- рычаг.

Если точность работы для вас не главное, можете сварочным аппаратом сделать себе большой рычаг, при помощи которого реально получить изгиб по большой/средней дуге в зависимости от толщины стенок профиля. Применимо для труб овального сечения. При наличии большего числа ребер, шансы на успех сильно падают вниз;
- примитивный ручной трубогиб.
Да, здесь всего один рычаг, но для примитивных изгибов этого более чем достаточно. Если речь о более извивистых вариациях, то следует задуматься о сотрудничестве со специалистами, или аренде профессионального оборудования;
- оправка.
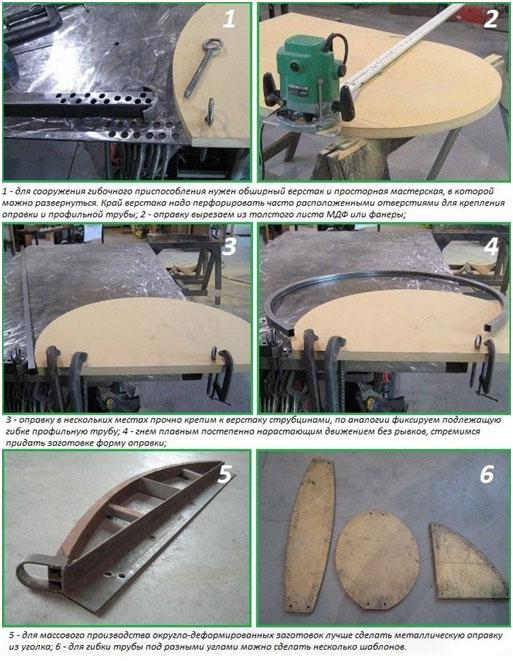
Если высота вашего профиля не более 2.5 сантиметров, то можно использовать специальную оправку, которая также собирается собственными руками за пару часов. В качестве основы выступает шаблон из металла/древесины. Минус метода очевиден – работа по одним и тем же заготовкам не позволяет варьировать углы и форму изгибов.
Гибка профильных труб своими руками при незначительных объемах деталей рациональна только за счет физической силы и примитивных приспособлений. Если же речь о большом количестве однотипных изгибов с разными параметрами труб, то без станочного решения навряд ли удастся обойтись. Делайте выбор опираясь на собственные нужды. Удачи!















