Метод крепления и установки заготовки в станке выбирают с учетом точности обработки, габаритов и жесткости материала. Обработка в центрах — это один из широко используемых методов точения деталей на токарном оборудовании.
Когда применяется крепление в центры
- Так протачивают длинные детали, у которых длина пятикратно превышает поперечник;
- если нужно создать концентричность поверхностей во время фиксации;
- дальнейший этап точения проходит на шлифовальном оборудовании;
- технология не предусматривает другие методы.
Технология крепления
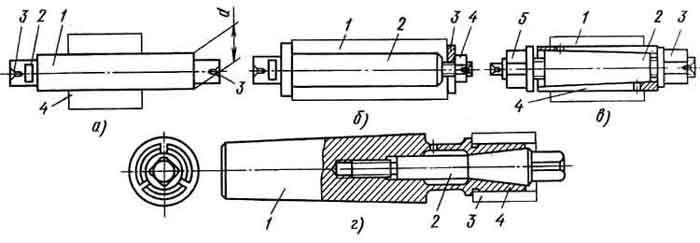
Заготовка фиксируется в центрах с использованием специальных оправок. Для этого конус оправки не должен превышать 1:2000. На подготовительном этапе в торцах детали делают центральные выемки, в которые будут вставлены верхушки обоих центров. Оправку обрабатывают смазкой и плотно натягивают болванку. Для большей плотности по концу оправки аккуратно постукивают деревянным чурбачком. Закрепление детали в оправках такого типа может меняться в зависимости от ее поперечника.
Движение болванке передается посредством поводкового патрона, который надевается на резьбу шпинделя. Палец поводкового патрона принуждает болванку к вращению. Этот метод более опасен для оператора станка, поэтому предпочтительнее использовать планшайбу поводкового типа с защитным кожухом. Болт закрепляют хомутиком, который опирается на лыску оправки.
Установка заготовок с отверстиями (например, зубчатых колес или втулок) происходит с использованием центровых оправок разнообразной формы. Один из типов оправок имеет шейку в форме цилиндра, на нее надевают заготовку и закрепляют шайбой с гайкой. Гайка прижимается к буртику и фиксирует полученную конструкцию. Слева при помощи винта крепится хомутик. Деталь фиксируется в станке для точения выемками на торцевых участках оправки.
Конструкции центров
Центры для токарной обработки могут иметь различную конструкцию. Самая распространенная представляет собой конус, на него надевается заготовка, а также хвостовик конической формы. Хвостовик должен совпадать с отверстиями пиноли и шпинделя станка.
Для закрепления заготовок с внешними конусами используются обратные центры. Конусообразное окончание должно совпадать с серединой хвостовика. Чтобы проверить совпадение в шпиндель вставляется центр и запускается на малых оборотах. Об исправности детали говорит отсутствие биения.
Задний центр чаще всего неподвижный, передний вращается с заготовкой и шпинделем. В результате трения выходят из строя обе поверхности, поэтому необходимо наносить смазку:
- мела — 25%;
- тавота — 65%;
- графита — 5%;
- серы — 5%.
Перед смешиванием необходимо растереть в порошок без комков серу и мел. Если не использовать смазку, поверхности центров разрушатся, изменится их конфигурация.
Во время точения заготовок на больших скоростях центры быстрее изнашиваются, увеличивается отверстие в торце самой детали. Чтобы уменьшить разрушение заднего конуса на него наплавляют износостойкий слой.
Стандартный центр используют при скоростях до 120 оборотов в минуту. Во время работы с громоздкими и тяжелыми заготовками на высоких оборотах, при выборке крупной стружки жесткости конструкции мало: деталь начинает вибрировать и может отжаться.
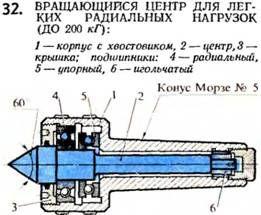
Поэтому используют вращающиеся центры, смонтированные в заднюю стойку. Он содержит шпиндель, который крутится в радиально-упорном подшипнике. При высоких нагрузках предпочтительнее роликоподшипник, при средних — шарикоподшипник.
Отладка оборудования
Чтобы во время точения получилась деталь цилиндрической формы, нужно совместить центры с осью шпинделя и передвигать по ней резак.
Правильность отладки проверяется так: оба центра придвигаются друг к другу. Когда их верхушки совмещаются, можно закреплять заготовку и приступать к ее обтачиванию.
В противном случае необходимо проверить положение задней стойки, иначе поверхность детали невозможно будет вывести в конус. Иногда центры не совпадают из-за мусора в шпинделе и пиноли, поэтому предварительно их прочищают. Если после всех процедур биение продолжается, его требуется заменить.
Проверив положение, можно закреплять заготовку:
- Пиноль выдвигаем из стойки на 35 — 45 мм.
- Задняя стойка перемещается вдоль станины и фиксируется в нужном месте.
- Обрабатываем выемку в заготовке, которая будет совмещаться с задней стойкой.
- Совмещаем болванку с передним центром и, придерживая, вставляем конус задней стойки в подготовленную выемку детали. Вылет пиноли из задней стойки должен быть небольшим. Чем меньше вылет, тем устойчивее и жестче пиноль.
- Прокручиваем болванку, поджимаем пиноль в стойке.
Необходимо иметь в виду, что во время точения инструмент нажимает на заготовку. В результате чего при плохой фиксации или неправильном положении резака деталь может вылететь. Поэтому установка и крепление в центрах это очень важный момент при токарной обработке.
Видео демонстрирует токарную обработку детали, зафиксированной в центрах:













