Шлифование сквозных, глухих отверстий большого диаметра и сложной формы выполняется с помощью специального оборудования. Внутришлифовальные станки относятся к специализированному классу устройств, применяемых для обработки деревянных, стальных и полимерных изделий.
Классификация и конструкция станков

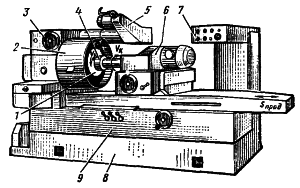
Современные внутришлифовальные станки разделяются на несколько типов. Конструктивно они схожи с горизонтальными или вертикальными фрезерными установками. Разница заключается в способе обработки деталей – шпиндель находится в заготовке и методом вращения убирает излишки материала.
Зачастую заготовка остается неподвижной. Вращение от главного привода передается валу шпиндельной головки. На ней устанавливают шлифовальные инструменты различных видов. Их выбор зависит от степени обработки и материала изготовления детали. Для обработки больших изделий применяются специальные модели станков, рассчитанные на значительные нагрузки.
В зависимости от конструктивных и функциональных особенностей существуют следующие типы внутришлифовальных станков:
- одношпиндельные. Предназначены только для шлифования внутренних поверхностей цилиндрических или конических заготовок;
- двухшпиндельные. Дополнительно к основной функции второй шпиндель выполняет обработку кромок изделий. Это позволяет повысить производительность и как следствие – качество изготовления;
- двухсторонние двухшпиндельные. Относятся к разряду специального оборудования. В них деталь закрепляется на конструкции, благодаря которой происходит шлифовка изделия с двух сторон. Таким образом обрабатываются сложные по конфигурации фигуры.
Кроме этих показателей при выборе необходимо учитывать специфику комплектации оборудования и способ управления производственным процессом. Для максимальной автоматизации рекомендуется выбирать модели с ЧПУ. Они позволяют увеличить качество обработки. Но для этого необходимо правильно составить программу и тщательно рассчитать изначальную и требуемую конфигурацию детали.
Для контроля работы внутришлифовальный станок с ЧПУ запускают в полуавтоматическом режиме. Это означает, что после выполнения одной операции происходит остановка оборудования. В это время можно выполнить замеры заготовки и в случае надобности внести коррективы в программу.
Перечень основных технических характеристик
Практически все модели внутришлифовальных станков предназначены для обработки металлических изделий. Аналогичную операцию с деревянными заготовками делают с помощью другого оборудования. Поэтому технические характеристики станков рассчитаны для обработки массивных изделий с большими размерами.
Сначала определяются максимальные и минимальные размеры заготовок. Это относится к внутреннему диаметру отверстий, а также внешним габаритам. Затем следует рассчитать максимально допустимую массу детали. Следующим параметром является необходимая степень обработки – внутренняя, торцевая или двусторонняя. Исходя из этих данных выбирают оптимальную модель станка.
Дополнительно рекомендуется ознакомиться со следующими техническими характеристиками оборудования:
- максимальная длина шлифования заготовки. Она может зависеть от ее диаметра. Обычно производители указывают этот параметр при максимальном и минимальном диаметрах;
- обработка конусов. Обязательно необходимо знать его допустимый угол;
- удаленность оси шпинделя от поверхности рабочего стола;
- наибольшее расстояние от торца обрабатываемого изделия до опорного цилиндра шпиндельной головки;
- мощность электродвигателей. В большей степени это относится к приводу главного движения шпиндельной головки. Также учитывается мощность системы охлаждения и смазки элементов станка;
- габариты и масса оборудования. В первом необходимо знать размеры опорной площадки и габариты с возможным дополнительным оборудованием;
- показатели точности обработки, шероховатости готовой поверхности.
Исходя из этих показателей выбирают оптимальный вариант оборудования. Следует учитывать, что для обработки больших изделий потребуются специальные установки для монтажа в блок крепления. Это является обязательным условием, если масса заготовки превышает 20 кг.
Для обеспечения качества обработки в конструкции может быть установлен магнитный сепаратор и фильтр-транспортер. С их помощью происходит удаление стружки и металлической пыли.
Особенности эксплуатации внутришлифовальных станков

Эксплуатация любого металлообрабатывающего оборудования начинается с правильной установки. Сначала подготавливается площадка для монтажа с учетом веса и габаритов станка. Дополнительно учитываются воздействия на плиту в виде вибраций, возникающих при работе.
Затем необходимо рассчитать параметры подключаемой электросети. Для этого следует знать максимальную потребляемую мощность станка. Исходя из этого выбирается электропроводка с соответствующим сечением. Обязательно обустраиваются УЗО и контур заземления.
Во время работы на внутришлифовальном станке необходимо придерживаться таких правил:
- подготовка оборудования. После длительного простоя осматриваются узлы и агрегаты, станок запускается в холостом режиме без установки заготовки. Обязательно проверяется корректность работы системы смазки и удаления стружки;
- персонал. Перед началом работы персонал должен обойти курс обучения, в который входит изучение конструкции станка. Ознакомление с правилами эксплуатации и техники безопасности работы;
- требования к заготовке. Для их выполнения необходимо детально изучить инструкцию по эксплуатации.
В качестве альтернативы можно рассмотреть возможность установки специального приспособления для внутришлифовальных работ. Пример такого устройства показан в видеоматериале:















