Зиговочная машина используется при жестяных работах для соединения цилиндрических деталей, отбортовки кромок и прокатки ребер. Это обязательная стадия обработки изделий из листового металла, поэтому к характеристикам зиговки необходимо подойти внимательно. Исполнительный инструмент зиг машины — прокатные ролики различных профилей. Каждый вид роликов предназначен для выполнения определенной работы. В производстве машина работает в связке с фальцегибом, гильотиной, фальцеосадочным оборудованием и вальцами.
Назначение зиговочных станков

Зиговочная машина предназначена для соединения деталей из металла толщиной от 12 до 4 мм. На первом этапе прокатывается замок, после чего элементы соединяются между собой. Иногда замок необходимо дополнительно осадить вручную.
Зиговочная машина применяется при:
- производстве цилиндрических жестяных изделий: вентиляционных и водоливных труб, коробов, отливов;
- теплоизоляции трубопроводов;
- обработке обечаек;
- кровельных работах.
Основные виды операций: отбортовка, зиг, гофрирование.
Главное преимущество зиговки перед сваркой — это отсутствие воздействия высоких температур на металл, вызывающих появление внутреннего напряжения и деформации. А также более экономичный способ производства, не требующий приобретения расходных материалов, использования электроэнергии или топлива.
Конструкция зиговочных станков
Зиговочные станки представляют собой пару пластин, выполненных методом гидроабразивной резки с высокой точностью. Между пластинками установлены два вала. Подвижным является верхний вал, он перемещается с помощью прижима винтового типа. Заготовка прижимается равномерно по всей плоскости, поэтому получается ровная, аккуратная зига.
Глубина зигования может регулироваться в зависимости от модели вручную или автоматически. Воздействие на металл производится роликами, которые надеваются на валы. Подобрав подходящую форму роликов, добиваются необходимой формы зига.
Виды зиг машин

Зиговочные станки различаются по виду приводов:
- ручные;
- гидравлические;
- электромеханические;
- с управлением ЧПУ.
Ручная зиговочная машина позволяет работать с тонким листом, не более 1,2 мм. Рабочие валы, на которые надеваются ролики, сближают между собой с помощью специальной ручки. Вращаются валы также вручную. Зиговочная машина крепится с помощью струбцины к устойчивой горизонтальной поверхности. Ее преимущество в мобильности и компактных размерах. Недостаток в том, что оператор должен одновременно придерживать листы и прокручивать ручку. Что требует некоторых навыков управления.
Зиговочные станки с ручным управлением подойдут для мелких производств и работ на высоте.
Гидравлическое и электромеханическое оборудование гнет листы до 4 мм толщиной, его применяют на крупных производствах. Вращение валов происходит за счет двигателя, а частотный преобразователь позволяет изменять скорость работы. Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Зиговки с ЧПУ используются при изготовлении крупных партий однотипных, стандартных изделий. Компактные модели с ЧПУ оснащаются микропроцессором и конроллером с интеллектуальным управлением. Программный контроллер запоминает записанные оператором операции и повторяет силу прижима и скорость обработки множество раз. Многие модели работают в нескольких режимах: автоматическом, ручном и обучающем. Регулировка скоростей осуществляется плавно до 30 метров в минуту. Чтобы станком было проще управлять, он оснащается эксцентриком.
Технические характеристики зиг машин
Зиговочные станки характеризуются следующими основными параметрами.
| Характеристика | Значение |
| Вид привода | ручной, электромеханический, гидравлический |
| Поперечник роликов | может быть от 50 до мм |
| Вылет роликов | до 350 мм это важный показатель, при выполнении специальных работ подбирается максимальный вылет плеч |
| Количество дополнительных пар роликов | обычно от 4 до 6 пар |
| Толщина металла | от 0,5 до 4 мм |
| Габариты станка | даже гидравлические зиговки занимают мало места |
| Вес станка | от 17 до 300 кг |
Таблица 1. Некоторые характеристики зиговочных станков
Виды роликов для зиг машин

Производители могут менять маркировку выпускаемых роликов, приводим наиболее распространенные наименования.
- V — для оформления кромок изоляционных коробов и труб, накатывания проволоки с помощью ZB ZA;
- S — для производства зигов-стопоров и ребер жесткости;
- SK — для выполнения ребер прямоугольного сечения. Широкие ребра используются для фиксации каучуковых уплотнителей при изготовлении вентиляционных каналов круглого сечения;
- E, EV — гофрируют края труб, делая поперечник меньше для раструбных соединений. Используются для изготовления вентиляционных и водосточных труб и дымоотводов. Вальцы EV выполняют одновременно стопорное ребро и гофрирование;
- BC — загибают кромки на деталях плоской формы для отбортовки элементов воздуховодов прямоугольного сечения, используются при изготовлении заглушек круглой формы;
- KA — в набор входят четыре ролика (две пары) для соединения патрубков круглого сечения с дальнейшей точечной сваркой. Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов;
- BS, F — выполняют двойной фальц вертикального замка с высотой отбортовки от 4 до 12 мм, она подбирается с учетом толщины материала;
- BB — выполнение отбортовки кромок врезок различной формы, включая тройники, а также для загиба короткого фальца вертикального замка;
- KB — осаживание вертикального замка. Фальцы замка выполняются на вальцах ВВ, ВS и F. Они применяются для соединения отводов и переходов вертикальных фальцев, деталей водосливов и воздухоотводов;
- BD — выполняют отбортовку кромок труб круглого сечения большой длины;
- ZB, ZA — закатывают по кромке трубы проволоку. Предварительно кромка подгибается на роликах V. Эта процедура необходима для увеличения жесткости труб из тонких листов металла, она производится исключительно на зигмашинах;
- AV — сопряжение врезок в вентиляционные заготовки винтовым способом, обеспечивает герметичность;
- DIN 71550 — выполняет полукруглые ребра на заготовках труб небольших поперечников для крепления гибкого шланга. Минимальный поперечник трубы составляет 1 см, работает по любым видам металла. Такой тип вальцов совместим не со всеми типами оборудования;
- M — выполняют отрезание заготовок труб по поперечнику. В комплекте с держателем из листов вырезает кольца.
Чтобы зиговочный станок выполнял резы качественно, его необходимо оснастить параллельным прижимом вальцов. Полукруглый упор — это дополнение к роликам ВВ. Он используется для внешней отбортовки в вырезах круглой формы плоских деталей.
Самодельная зиг-машина
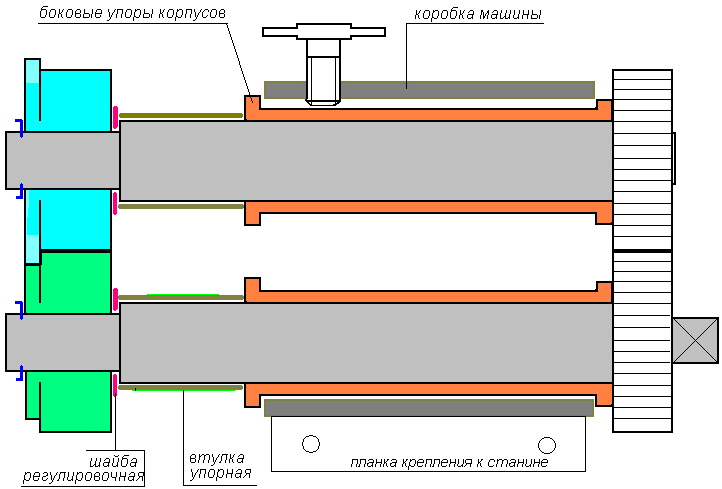
Надежный зиговочный станок можно сделать, пользуясь предложенными чертежами. Они уже не раз опробованы своими руками и получаются достойные устройства. Можно дополнить предложенный чертеж устройством подъема прижимного вала, подшипниками и креплениями роликов и колес на резьбу.
- Прижимной вал имеет ход 12 мм. Нижний валик фиксируется на основании неподвижно. Чтобы валы не сдвигались во время работы, предусмотрены боковые упоры. Упорные втулки предупреждают передвижение вальцов в корпусе. Заменяя шайбы, можно изменять зазор рабочих роликов. Диаметр зубчатых колес должен составлять приблизительно 6 см;
- вал выполняется из двух элементов. Верхний — прижимной выполняется без посадочного кружка для ручки;
- колеса с зубьями фиксируются любым удобным методом, в процессе эксплуатации демонтироваться они не будут;
- для фиксации роликов используем шплинт, под который отмечаем и высверливаем отверстия. Необходимо учесть толщину шайб и длину рабочих роликов;
- коробка изготавливается из металла толщиной до 5 мм. Высота коробки составляется из высоты валов, зазора между ними (около 1 см) и 1,5 см для подъема прижимного вала. Верхнюю крышку можно сделать съемной, так удобнее устанавливать валы;
- станина представляет собой две пластины, соединенные так, чтобы в разрезе получилась буква Т. Высота ее приблизительно 25 см, ширина определяется размерами корпуса. Соединять между собой станину можно любым способом. Удобно, если она сборная.
- ограничительный щиток вырезаем приблизительно 18 х 12 см из металла толщиной 3 мм. Посередине вырезаем отверстия под ролики. По краям привариваем штанги;
- рукоятку можно взять от старой мясорубки или сварить самостоятельно длиной около 30 см;
- ролики тоже придется делать самостоятельно. Если планируется интенсивно использовать зиговочный станок, желательно подобрать закаленную сталь. Главный поперечник ролика должен совпадать с расстоянием между центрами зубчатых шестеренок, когда они сцеплены для работы. Шплинты можно заменить простыми гвоздями или шпильками.
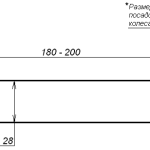
чертеж валов
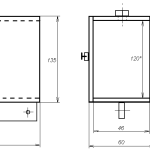
чертеж коробки для станка
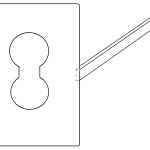
ограничительный щиток
Станина может быть своими руками выполнена без чертежа в форме скобы из листа или трубы квадратного сечения. Ширина скобы определяет длину валов. Шестеренки ищем на свалке подержанных мотоциклов. Валы вытачиваем уже под готовый внутренний диаметр шестеренок. Под передний подшипник прижимного вала устанавливаем подвижную опору, чтобы проще было вынимать материал.
Но основное внимание при изготовлении станка своими руками нужно уделить вытачиванию и полировке роликов. Можно сразу сделать несколько пар различных профилей.
Своими руками можно сделать зиговочный станок на электрическом приводе. Вся механика остается такой же, но дополняется двигателем-редуктором. Высокая мощность не требуется, достаточно будет 200 В и оборотистости около 15 в минуту. Соотношение червячного редуктора должно быть в пределах 1:100. А чтобы освободить руки, станок оснащается педалью.
Видеоролик о электромеханическом зиговочном аппарате с дополнительными приспособлениями и замене роликов на нем:















