Желание производить какой-либо товар возникает у многих, изделия из металла своими руками на продажу создают начинающие и опытные мастера. У некоторых получаются довольно интересные разработки.
На чем можно сконцентрировать свое внимание? Как начать изготовление изделий из стали и цветных материалов? Что востребовано сегодня? Какие изделия будут востребованы в ближайшем будущем? Какой инструмент нужно иметь под руками? Вопросов много. Ответить на все довольно сложно. Но в вопросы поиска своего места на рынке все равно будут волновать многих потенциальных предпринимателей.
Особенности рынка таковы, что совсем малюсенький товар может оказаться востребован, а крупные изделия, в которые вложено много мыслей, труда и таланта, окажется ненужным. Парадоксов в свободной торговле достаточно.
До сих пор наибольшим спросом пользуются метизы.
Чтобы начать производство метизов достаточно приобрести автоматы, например, гвоздильный станок. Останется только заправлять проволоку из очередного рулона в станок и настраивать на нужный размер гвоздя. Вся работа в дальнейшем идет без участия человека.
Не намного сложнее оборудование для производства и других метизов. В небольшой мастерской и даже в гараже предприниматели организуют вполне современные минизаводы, выпускающие востребованный товар.
Кто успел наладить выпуск метизов в начале девяностых прошлого века, тот до сих пор продолжает их выпускать. Небольшие заводы экспортируют скобы, гвозди, саморезы, винты, болты и гайки в десятки стран. Электроды в торговой сети приобретаются тоннами.
Когда заходит речь о металлических изделиях, то многие потенциальные производители начинают фантазировать об изготовлении крупных пространственных конструкций. Другие видят себя в качестве кузнецов, кующих сложные ограждения или стальные цветы.
На самом деле список изделий из металла довольно обширный:
Чтобы освоить изготовление того или иного изделия, можно прочитать соответствующие книги, посмотреть видеоролики и ознакомиться с пошаговым руководством по основным операциям и используемому инструменту.
Можно услышать мнение, что для создания собственной бизнес-империи необходим значительный начальный капитал. Без него невозможно организовать прибыльное дело. Но история доказывает иное. При сравнительно небольших капиталовложениях создаются гигантские состояния и громадные производства:
Главное не наличие начального капитала, важно желать и стараться добиваться исполнения своих желаний. Нужно прилагать к этому все свое время и стараться даже в проигрышах находить пути дальнейшего развития.
На начальном этапе организуется не массовое производство, начинают с первых опытных моделей, на которых апробируется спрос, определяются лимитная цена предлагаемого образца и пожелания потенциальных клиентов.
Пора рассмотреть некоторые направления деятельности.
Необязательно использовать драгоценные металлы в своей работе. Медь, бронза, латунь и мельхиор выглядят достаточно привлекательно. Эти металлы можно отливать в специальные формы, создавая оригинальные изделия.
Стабильный спрос у покупателей на изделия, изготовленные методом плетения. Различные цепи, броши, колье и браслеты – это украшения, в которых ажурные переплетения проволоки создают уникальные рисунки. Освоив сложную технологию создания пространственных конструкций, мастер приобретет круг, желающих покупать его продукцию. В дальнейшем возможен переход на использование серебра и золота в качестве сырья.
Чтобы ознакомиться с особенностями, нужно посмотреть предлагаемые фото и пояснения к ним.
Для литейного производства на столе понадобятся:
Для пространственных и плоских моделей пользуются досками, на которых кладут модельную смесь и вырезают модель;
Для выполнения литья нужно иметь:
Информация: Карл Фаберже начинал изготовление ювелирных изделий из бронзы. Сначала он отливал медали и портсигары. Только освоив технологию, стал использовать в своей работе серебро, золото, платину и алюминий.
Внимание! При составлении литейных смесей самостоятельно с использованием свинца, олова, цинка, сурьмы и других тяжелых металлов следует иметь вытяжные устройства для удаления паров.
Внимание! Технология отливок по выплавляемым моделям. Она получила такое название потому, что после заливки формовочной смеси и ее застывания модельный воск выплавляется. Его внутри не остается совсем.
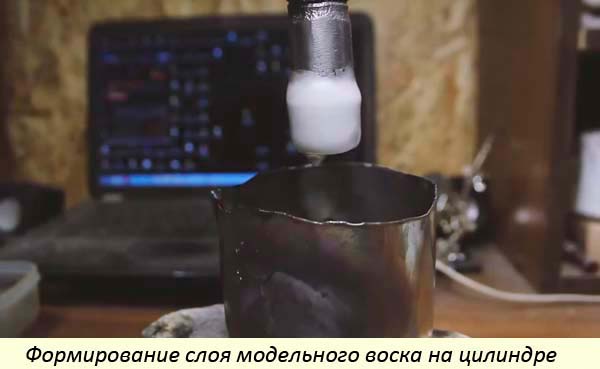
Работа начинается с подготовки восковой массы. Ее нагревают. При температуре 62…65 ⁰С воск плавится. Нагревают несколько выше, примерно до 70 ⁰С, чтобы он дольше оставался в расплавленном состоянии.
На поверхность шаблона определенного диаметра наносят воск. У хорошего мастера обычно имеется набор шаблонов, чтобы имелась возможность изготавливать перстни и кольца для разных клиентов. Минимальный размер составляет 12 мм, а максимальный – 28 мм.
В дальнейшем вся работа по подготовке модели ведется на поверхности шаблона. Воск подрезают по форме будущего изделия. На основной поверхности формируют рисунок.
Если требуется в последующем закреплять камень, то на модели создают небольшие усики. Ими будет удерживаться камень на лицевой поверхности перстня.
Шаблон позволяет вести работу так, что мастер не касается воска руками. Поэтому на поверхности не остается следов от пальцев. Имея набор резцов, умелые мастера вырезают выпуклый или вогнутый рисунок. Так делают перстни с печаткой.
Внимание! Можно спроектировать изделие в программах трехмерного моделирования и изготовить модель на принтере трехмерной печати.
После проработки всех элементов будущего изделия, модель снимают с оправки. Предстоит изготовить литниковую систему. Она будет нужна для последующей заливки металла. Предусматривают наличие достаточного объема для расплавляемой массы. Его должно быть с избытком.
В качестве основы для изготовления литника берут обычный пластилин. Заливку производят минимально через два отверстия. Одно литьевое, а второе служит выпором – выход воздуха. Правильно располагать их на разной высоте. Для образования отверстий используют толстую проволоку.
Стержни перед установкой модели слегка нагревают. Тогда она легче садится на место. Литьевое отверстие стараются сделать ниже, а выпор – немного выше. Его заполнение будет происходить при обратном движении металла в момент заполнения пространства.
Опока надевается на литниковую систему. Плотная установка не позволит протекать формовочной смеси.
Внутри опоки видно, что модель нигде не касается стенок опоки. При заливке не будет происходить деформация изделия.
Формовочную смесь смешивают с водой. Получают раствор, который необходимо залить в опоку.
Из опоки удаляют литниковую систему. Теперь видны проволоки, отвечающие за заливку металла.
Удаляют проволоку. Через небольшие отверстия будет доступ для металла. Но пока там внутри присутствует модель. Ее со всех сторон облегает застывшая формовочная смесь. При удалении проволоки, стараются действовать аккуратно, чтобы не повредить заготовку.
После удаления всех вспомогательных элементов начинается прогрев формы и удаление из нее воска. Опоку переворачивают вверх дном. Ставят на посуду, куда вытечет воск.
Когда воск вышел наружу, внутри образуется полость для металла. Предусмотрена заливка методом центробежного литья под давлением. Используется специальное приспособление в виде коробочки и цепи. Опоку придется вращать руками, чтобы под действием центробежной силы металл полнее проникал в самые отдаленные пространства формы.
Нагрев проводят в устройстве для центробежного литья.
Когда из формы будет испарена вся свободная влага, и будет достигнута температура, близкая к температуре плавления заливаемого металла (около 850 ⁰С), на литниковую часть кладут кусочки латуни (мельхиора, меди, бронзы или иного материала).
Расплавляемый металл стекает внутрь формы. Теперь нужно принудительно его направить внутрь. Начинают раскручивать приспособление для центробежного литья. Мастера, использующие пар, прикладывают картофелины и ждут, когда пар продавит металл внутрь.
Крутить приходится недолго (около двух минут). Текучесть металла снижается быстро. Нужно дождаться застывания изделия внутри формы. Разность температур устройства и окружающего воздуха высокая, поэтому через 5…8 минут отливка станет твердой.
Разрушить гипс и удалить его из опоки можно, дождавшись остывания. Так поступают при литье изделий из золота. При быстром остывании частицы формы могут повредить мягкий металл.
В холодной воде в течение нескольких секунд форма разрушится, и изделие будет освобождено. Его легко достать.
На отливке видны остатки литниковой системы. Кусачками откусывают излишки. Их можно использовать повторно. При использовании дорогого металла применяют лобзик, им перепиливают литники.
Сразу отлитая деталь выглядит непривлекательно. Ее обрабатывают наждачной бумагой, полируют. Придают товарный вид. При необходимости штихелями производят доработку рисунка, придавая ему еще большую выпуклость. Искусные мастера наносят мелкую сеточку, которая сильнее выделит эффект текстуры.
Дорабатывают размер. После литья возможно уменьшение диаметра перстня. Можно просто сточить излишки внутри напильниками или надфилями. Чаще используют дорны (инструмент из твердого материала заданного размера, например, шарики от подшипника), которые прогоняют сквозь отверстия.
С помощью полировальных кругов обрабатывают поверхность, получают качественное изделие.
Обжигом при температуре 250…280 ⁰С добиваются испарения масла. Серная пленка оседает во впадинах. Излишки на выпуклых местах удаляют полированием с применением полировальных паст.
Готовое изделие из металла исследуется на наличие дефектов. Если их нет, то можно отдавать заказчику и получать оплату за выполненный заказ.
Видео: декоративные элементы из металла.
Изучая пошаговые технологии, можно освоить несколько самых разных профессий по изготовлению товара из металла.
Вопросы индивидуального производства довольно интересные. Для деятельного человека всегда будет найдено направление, которое в дальнейшем станет делом жизни.
Торцовочная пила, сделанная своими руками, зачастую не уступает заводской. Изготовление с чертежами такого агрегата вы…
При изготовлении различных изделий из стали или сплавов иногда возникает вопрос о том, как правильно…
Латунные предметы найдутся в любом доме, поэтому каждому человеку будет полезно знать, чем чистить латунь…
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями…
Появление в середине прошлого века сварных профилированных видов проката натолкнуло многих мастеров на самые разные…
Вальцовка обечаек относится к одному из важнейших технологических процессов. Без этого этапа невозможно представить изготовление…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}